

1. 서 론
2. 탄소 발생량 측정 기준 및 주요 영향 요소
2.1 LCA 분석 및 탄소성적표지 인증 기준
2.2 탄소배출량 저감을 위한 아스팔트 혼합물 생산 시설 및 방법
3. 조사 및 분석 방법
4. 결과 및 고찰
5. 결 론
1. 서 론
한국은 ‘기후위기 대응을 위한 탄소중립 녹색성장 기본법’을 2021년에 제정하여 온실가스를 2030년까지 2018년 대비 40% 감축을 목표로 하고 있다. 이에 따라 각 산업부문의 온실가스 배출원을 규명하고, 배출량을 파악하여 온실가스의 저감이 필요하다. 교통 및 건설 산업은 전 세계 온실가스(GHG) 배출의 주요 원인으로, 1990년부터 2021년까지의 데이터를 기준으로 전 세계 총배출량의 약 28%를 차지한다(Afshin and Behnood, 2025). 이 중 도로 인프라의 핵심 요소인 아스팔트 포장은 막대한 양의 에너지와 자원을 소비하는 공정을 통해 생산되므로, 탄소 중립 목표 달성을 위해 아스팔트 혼합물 생산 공정에서 발생하는 환경 부하를 정량적으로 평가하고 저감 전략을 수립하는 것이 필수적이다. 환경적 영향을 체계적으로 분석하기 위해 전과정 평가(Life Cycle Assessment, LCA) 방법을 일반적으로 적용한다. LCA는 원료부터 제품 생산, 사용, 폐기에 이르는 전 과정에 걸쳐 환경에 미치는 잠재적 영향을 과학적으로 평가하는 분석 도구이다(Afshin and Behnood, 2025).
본 연구에서는 아스팔트 혼합물 생산 과정의 탄소발생량 측정기준과 주요 영향 요소를 조사하였다. 그리고 아스팔트 플랜트에서 원재료에 따른 탄소발생량을 제외하고 혼합물 생산시의 에너지 소모량과 이에 따른 탄소 발생량을 분석하여 평가하였다.
2. 탄소 발생량 측정 기준 및 주요 영향 요소
2.1 LCA 분석 및 탄소성적표지 인증 기준
전과정 평가(LCA)는 특정 제품이나 서비스의 전 생애 주기에 걸쳐 발생하는 에너지 및 물질의 투입과 배출을 정량화하고, 이와 관련된 잠재적 환경 영향을 총체적으로 평가하는 체계적인 방법론이다. 아스팔트 산업에서 LCA는 단순히 생산 공정의 효율성을 넘어, 원료 선택부터 최종 폐기까지의 모든 단계에서 환경 영향을 객관적으로 측정하고 온실가스 배출 저감과 자원 효율성 증대를 위한 필수적인 전략적 도구로 활용된다(Afshin and Behnood, 2025). LCA 분석은 국제 표준(ISO 14040/14044)에 따라 일반적으로 목표 및 범위 설정, 목록 분석(LCI), 영향 평가(LCIA), 결과 해석의 4단계로 구성된다. 일반적으로 원자재 생산(A1), 원자재 운송(A2), 제품 제조(A3)까지를 포함하는 원자재 생산에서 공장 출하까지(Cradle-to-Gate)를 포함하여 분석한다(Mukherjee, 2016). 이러한 LCA 결과를 표준화된 형식으로 제공하여 제품 간 환경 성과 비교를 용이하게 하는 핵심 도구가 바로 환경성적표지(Environmental Product Declaration, EPD)이다(Afshin and Behnood, 2025). EPD는 특정 제품군에 대한 규칙인 제품군 규정(Product Category Rules, PCR)에 따라 작성되고, 동일한 기준 하에 평가된 결과를 투명하게 공개하여 신뢰성과 일관성을 보장한다(Bovea et al., 2014). 국내에서는 2001년부터 시행한 환경성적표지 제도가 있다. 기후에너지환경부에서 환경성적표지 제도를 총괄 운영하며, 한국환경산업기술원이 환경성적표지 작성지침 제・개정, 인증 및 사후관리를 담당하고 있다. 환경성적표지는 제품 및 서비스의 원료 채취, 생산, 수송・유통, 사용, 폐기 등 전과정에서 발생하는 환경성 정보(환경에 미치는 영향)를 계량화하여 표시한다. 환경성적표지 환경영향범주는 ‘자원발자국’, ‘탄소발자국’ 등 7종이다. 자원발자국은 광물, 화석연료 등의 개발 및 소비로 인한 지구자원에 미치는 영향이며, 탄소발자국은 이산화탄소 등 온실가스 물질이 대기로 배출되어 지구의 기후변화에 미치는 영향이다. 저탄소제품은 환경성적표지 인증제품 중 원료・연료 대체나 공정・효율 개선 등을 통해 종전보다 온실가스 배출량을 감축하여 탄소발자국 값이 최대허용탄소배출량 이하이거나, 해당값이 없는 경우 최소탄소감축률 이상이어야 한다. 최대허용탄소배출량은 저탄소제품 신청일의 이전 분기부터 과거 6년 이내 동종제품의 환경성적표지 탄소배출량의 평균값으로 적용하며, 최소탄소감축률은 국내 온실가스 감축량과 인증기간(3년)을 고려한 3.3%이다(MCEE, 2025).
탄소발자국의 온실가스 배출량 계산은 아스팔트 플랜트 경계 내의 연료 및 에너지 사용에 따라 온실가스가 발생하는 직접배출원과 원료물질 생산 및 운반에 따른 간접배출원, 공정 중 사용한 전기 등의 에너지 제조과정에서 발생하는 간접배출원 등이 포함된다(MCEE, 2025). 아스팔트 혼합물 생산 공정에서의 주요 온실가스 배출원을 국내 아스팔트 플랜트에서 조사하여 상기 기준에 따라 직접배출원과 간접배출원으로 구분한 결과 다음과 같았다.
1. 직접배출원: 아스팔트 플랜트에서 골재 가열 연료(LPG, LNG 등), 골재 운반 로더용 연료(경유)
2. 간접배출원: 아스팔트 혼합물 생산과정에 소모되는 전기, 원재료(아스팔트・골재・채움재・첨가제 등)의 생산과 운반시 소모 연료 및 에너지
2.2 탄소배출량 저감을 위한 아스팔트 혼합물 생산 시설 및 방법
아스팔트 혼합물 생산 과정에서 발생하는 탄소 배출량과 에너지 소비는 다양한 변수에 의해 복합적으로 결정된다. 이러한 핵심 변수들을 정량적으로 이해하고 그 영향을 분석하는 것은 탄소배출량을 평가하고, 효과적인 배출 저감 전략을 수립하기 위한 필수적인 전제 조건이다(Liu et al., 2025). 이에 따라 아스팔트 혼합물 생산시에 탄소 배출량과 관련성이 높은 골재 함수비, 버너 연료 유형, 생산 기술 및 온도, 그리고 아스팔트 콘크리트 순환골재(RAP) 사용률이 환경 부하에 미치는 영향을 조사하였다.
2.2.1 골재 함수비
골재에 포함된 수분은 아스팔트 플랜트의 에너지 소비에 직접적인 영향을 미치는 가장 중요한 변수 중 하나이다. 물은 비열(4.18 kJ/kg・K)이 높고 증발 잠열(2260 MJ/t)이 매우 크기 때문에, 골재의 함수비가 높을수록 이를 건조시키고 목표 온도까지 가열하는 데 훨씬 더 많은 에너지가 필요하다(Gillespie, 2012; Liu et al., 2025). 구체적인 분석에 따르면, 골재의 함수비가 1% 증가할 때마다 아스팔트 혼합물 1톤을 생산하는 데 약 0.6리터의 추가 연료가 소비되는 것으로 나타났다(Gillespie, 2012). 또한, 골재의 종류에 따라서도 함수율이 달라져 에너지 소비량 예측에 영향을 미친다. 예를 들어, 현무암은 석회암에 비해 온도 변화에 따른 수분 손실률이 더 크게 나타나, 동일한 조건에서도 더 많은 건조 에너지를 요구할 수 있다. 따라서 정확한 에너지 소비량 예측과 효율적인 플랜트 운영을 위해서는 골재의 종류별 함수 특성을 고려하는 것이 중요하다(Liu et al., 2025).
2.2.2 골재 가열 버너 연료
아스팔트 플랜트에서 골재를 가열하기 위해 사용하는 버너의 연료 유형은 탄소 배출량에 결정적인 영향을 미친다. 주로 사용되는 연료는 천연가스, 액화석유가스(LPG), 중유, 역청탄 등이며, 각 연료의 탄소 집약도에 따라 CO2 환산 배출량(CO2eq)이 크게 달라진다(Santos et al., 2020; Liu et al., 2025). 천연가스는 다른 연료에 비해 연소 시 탄소 배출량이 현저히 낮으므로 중유 대신 사용할 경우 탄소 배출량을 최대 54.97%까지 절감할 수 있다(Liu et al., 2025).
2.2.3 골재 가열 드라이어
드라이어의 용량이 클수록 생산 효율이 높아져 1톤당 에너지 소비가 감소한다. 고용량 드라이어(200 t/h)는 저용량(80 t/h) 모델보다 톤당 에너지를 약 42.82% 적게 소모한다(Santos et al., 2020). 그리고 드라이어 드럼에서 발생하는 열 손실은 전체 골재 건조 및 가열 에너지의 약 20%를 차지하므로, 드라이어 드럼 외부를 단열할 경우 에너지 사용량을 최대 20%까지 절감할 수 있으며, 이에 따른 투자 회수 기간(ROI)은 약 1년 정도로 매우 경제적이다(Santos et al., 2020).
2.2.4 혼합물 종류 및 생산 방법
순환 아스팔트 혼합물을 활용하면 고가의 신재 아스팔트 바인더와 신규 골재의 채취 및 생산 필요성을 줄여 원료 공급 단계(A1)에서 발생하는 환경 부하를 크게 절감할 수 있다. A1~A3 단계의 배출량은 순환골재를 20% 사용시 12%, 50% 사용시 29%까지 감소한다(Shacat et al., 2022).
중온 아스팔트 혼합물은 기존의 가열 아스팔트 혼합물보다 약 20-40°C 낮은 온도에서 생산이 가능하도록 중온화 첨가제나 포밍 장비가 사용한다. 생산 온도가 낮아짐에 따라 골재의 가열에 필요한 연료 소비가 줄어들고, 이는 곧 직접적인 온실가스 배출량 감소로 이어진다(Afshin and Behnood, 2025). 또한, 순환 중온 아스팔트 혼합물의 경우 더욱 큰 시너지 효과를 발휘한다. 순환골재를 사용하여 신재 투입을 줄이고, 중온 기술로 낮은 온도로 혼합하여 순환골재 노화를 최소화하고, 탄소발생량을 줄일 수 있다. 순환골재를 20~50%를 포함한 중온 아스팔트 혼합물은 기존 가열 아스팔트 혼합물 대비 지구온난화지수(GWP)를 27%까지 감소시킬 수 있다(Lu and Nguyen, 2022).
3. 조사 및 분석 방법
본 연구에서는 아스팔트 혼합물 생산 과정의 에너지 사용량을 기반으로 탄소배출량을 산정하였다. 원재료의 생산과 운송과정의 탄소 배출량은 제외했으며, 직접배출원인 골재 가열 연료와 간접배출원인 아스팔트 혼합물 생산시의 전기 사용량을 측정하여 분석하였다.
아스팔트 혼합물의 종류는 현장 조사 용이성 등을 고려하여 신재 가열 아스팔트 혼합물과 순환 가열 아스팔트 혼합물로 구분하였으며, 생산온도가 다른 개질 아스팔트 혼합물과 중온 아스팔트 혼합물은 이번 조사에서 제외하였다.
아스팔트 플랜트는 골재 가열 연료가 LNG 또는 LPG인 대상을 선정하였다. 이는 최근 많은 플랜트가 적용하며, 연료 사용량을 정확히 측정할 수 있기 때문이었다. 조사한 아스팔트 플랜트는 LNG 연료를 사용하여 최대 3 ton/batch의 신재 및 순환 아스팔트 혼합물을 생산하였다.
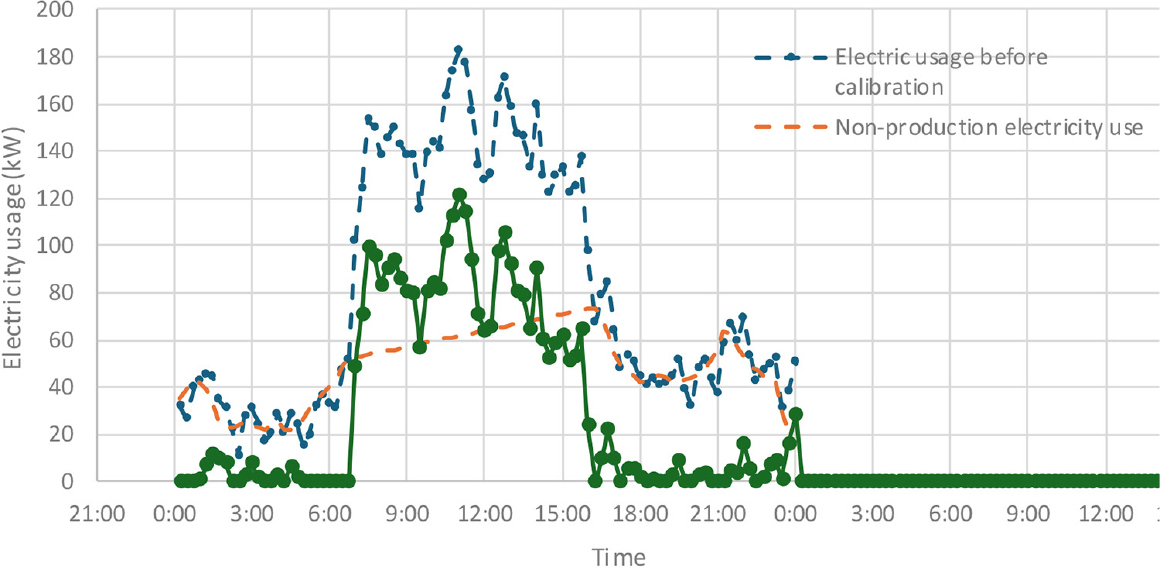
아스팔트 플랜트의 LNG 연료량을 아스팔트 혼합물 생산 전・후에 측정하였고, 해당 신재/순환 아스팔트 혼합물 생산량으로 나누어 톤당 사용 연료량을 구하였다. 또한, 전기 사용량은 한국전력에서 제공하는 15분마다의 전기 사용량을 이용하였으며, Fig. 1과 같이 실측전기사용량에서 생산시간 전・후의 기본사용량을 제외한 혼합물 생산용 전기사용량을 계산하여 적용하였다. 이를 위해 조사시 플랜트 상태를 생산, 기본가동, 중지 등 3종으로 구분하여 시작시간과 종료시간 입력하였다. 이때 기본가동은 생산 전 준비단계, 생산 작업 사이, 생산 후 일정 시간의 중지하지 않은 가동 상태를 의미하였다. 그리고 생산 공정별 전력량을 비교하기 위해, 생산 장비별 전력사용량을 구하여 기본 가동시설, 아스팔트 가열 및 공급, 신골재가열 및 공급, 순환골재 가열 및 공급, 스크린 및 계량, 혼합 등 공정별로 구분한 전기 사용량을 계산하였다.
탄소배출량은 조사된 사용량에 Table 1의 이산화탄소환산량(kgCO2eq) 값을 적용한 엑셀을 이용하여 계산하였다. 해당 참고 기준은 다음과 같았다.
1. CO2: 「온실가스 배출권거래제의 배출량 보고 및 인증에 관한 지침」의 별표12 「연료별 국가 고유 발열량 및 배출계수」
2. CH4 및 N2O: 상기 지침 별표10에 수록된 IPCC 국가 인벤토리 가이드라인 기본 배출계수
3. 이산화탄소 환산배출량(kgCO2eq): 「온실가스 배출권의 할당 및 거래에 관한 법률 시행령」 별표 2 「온실가스별 지구온난화 계수」에 따라 CO2 = 1, CH4 = 21, N2O = 310 적용
4. 전기: 2025년 3월의 온실가스종합정보센터 공고값
Table 1.
Emission coefficient by fuel
4. 결과 및 고찰
본 연구에서는 생산 전 준비단계, 생산 작업 사이, 생산 후 일정 시간의 중지하지 않은 가동 상태를 ‘기본가동’으로 구분하여 전기사용량을 측정한 결과 생산시 전기사용량과 비교하여 평균 63.5% 소모되는 것으로 분석되었다. 이는 아스팔트 혼합물 생산시 Table 2와 같이 배풍기 등의 기본 설비의 전기사용량이 높고, 신골재 가열용 드라이어 등 대부분의 설비를 가동시키기 때문이다.
Table 2.
Electricity consumption by process
실제 생산이 이루어지는 시간의 전기사용량은 신재 아스팔트 혼합물 생산시나 순환 아스팔트 혼합물 생산시 모두 3.5~3.6 KW로 유사하였다(Table 3). 그런데 생산이 이루어지지 않지만 전기가 소모되는 기본가동시의 전기사용량을 보정시 전기사용량은 비보정과 비교하여 평균적으로 신재는 1.3배 순환은 1.8배 높았다. 보정시 전기사용량은 조사시점의 생산 중간의 기본가동 기간에 따라 차이가 발생한다. 이번 조사결과는 순환 아스팔트 혼합물 생산시 생산 작업 사이의 기본가동 상태가 신재 아스팔트 혼합물 생산시보다 길었음을 의미한다.
Table 3.
Fuel and electricity consumption
아스팔트 혼합물 생산시 드라이어용 버너연료 사용량은 신재 아스팔트 혼합물 생산시 1.5 Nm3인데 비하여 순환 아스팔트 혼합물 생산시 2.0 Nm3로 1.3배 높았다. 이는 순환 아스팔트 혼합물 생산시 신재 골재가 적게 사용되지만 순환 골재 드라이어를 추가로 운영하기 때문으로 분석되었다.
Table 4에서 아스팔트 혼합물 생산시 전체 이산화탄소 배출량은 ‘비보정’시 신재 아스팔트 혼합물은 7.2 kgCO2eq/ton이었으며, 순환 아스팔트 혼합물은 8.9 kgCO2eq/ton로 신재 대비 1.2배 높았다. 기본가동 시간을 보정시 신재 아스팔트 혼합물 7.7 kgCO2eq/ton, 순환 10.2 kgCO2eq/ton이었다. 버너연료 사용량에 따른 탄소배출량을 전기 사용량에 따른 탄소배출량과 비교한 결과 버너연료 사용에 따른 탄소배출량이 신재 아스팔트 혼합물은 3.5배, 순환 아스팔트 혼합물은 5.6배 높았다.
Table 4.
Carbon emissions per ton of asphalt mixture
원재료 생산 및 운반을 제외한 아스팔트 혼합물 생산과정의 탄소배출량을 조사 및 분석한 결과 골재 가열 연료 사용에 따른 탄소배출량을 줄일 경우 효과가 높은 것으로 나타났다. 이를 위해 골재 가열연료를 탄소배출량이 낮은 LNG나 LPG를 사용하여야 하며, 이의 사용량을 줄이는 것이 필요하다. 연료 사용량은 골재 함수비에 영향을 크게 받으므로 골재 저장소의 지붕 및 배수시설 설치 등이 효과적일 것으로 판단된다. 그리고 드라이어 드럼의 단열을 통해 열손실을 줄이거나, 외측부에 순환골재의 간접가열이 가능하도록 설비를 보완할 수도 있다. 또한, 연료 및 전기 사용량을 줄이기 위해 연속생산 시간을 늘릴 수 있도록 생산계획을 조정하는 것도 필요하다. 이를 위해 혼합물 사일로 설비를 설치하는 것도 주요 방안일 것으로 판단되었다. 특히, 중온 아스팔트 혼합물의 적용을 통해 목표 생산온도를 낮춰서 탄소발생량을 줄일 경우 더욱 효과적일 것으로 사료된다.
5. 결 론
아스팔트 혼합물 생산 중 탄소발생량 영향요소를 조사하고, 아스팔트 혼합물 생산시 전기와 연료 사용량을 측정하고 이산화탄소 배출량을 분석하였으며 다음 결론을 도출하였다.
1. 아스팔트 혼합물 생산 과정의 탄소배출량을 줄이기 위해서는 사용연료를 LNG, LPG 등의 친환경 연료를 사용하고, 골재의 함수비 관리, 가열 드럼 등의 단열, 중온 아스팔트 혼합물 등 탄소저감 제품 생산 등이 효과적인 것으로 조사되었다.
2. 원재료의 생산과 운반을 제외한 아스팔트 혼합물 생산과정의 이산화탄소 배출량은 직접배출량이 간접배출량의 3.5배 이상이었으며, 생산 과정의 전체 탄소배출량은 신재 아스팔트 혼합물 대비 순환 아스팔트 혼합물이 1.3배 높았다.
3. 아스팔트 혼합물이 생산과정 중에 일시 중단될 경우 연료 사용 효율이 낮아질 뿐만 아니라 전기 사용량도 생산시 대비 63.5% 사용되어 연속생산 상태를 유지하는 것이 탄소배출량 저감을 위해 필요한 것으로 판단되었다.
본 연구는 골재, 아스팔트 등의 원재료 생산 및 운반에 대한 탄소배출량은 고려하지 않았으며, 제한된 아스팔트 플랜트에서 평가한 결과로 한계가 있다. 향후에 다양한 아스팔트 플랜트와 골재 함수비 등의 생산 조건별 배출량을 조사하는 연구가 있어야 한다.
