

1. 서 론
2. 고점도 개질 아스팔트 바인더
2.1 정의
2.2 특성
3. 휨 시험
3.1 개발배경
3.2 휨 시험과 칸타브로 시험의 연관성
3.3 휨 시험 방법
3.4 휨 시험 결과 해석
3.5 휨 시험 적용을 통한 연구사례
4. 결 론
1. 서 론
고점도 개질 아스팔트 바인더는 아스팔트 포장의 내구성을 향상시켜 고기능성포장에 사용된다(Cai et al., 2019; Habbouche et al., 2020; Hu et al., 2020; Qu et al., 2019; Scholten et al., 2011). 저온에서 바인더를 부드럽게 개질하여 열 균열에 대한 저항을 향상시켜 한랭지역의 포장에도 적용할 수 있다(熊谷政行 外 3名, 2011; 佐藤 大 外 2名, 2003; 布施 浩司 2名, 2012). 따라서 고점도 개질 아스팔트 바인더의 선정 및 적용 시 고온 및 저온에서의 공용성을 명확히 파악하여 이에 따른 시험방법 및 결과에 대한 심도 있는 분석이 요구된다. 현재 아스팔트 바인더는 미국 연방 도로국(Federeal Highway Administration, 이하 FHWA)의 전략적 도로연구사업(Strategic Highway Research Program, 이하 SHRP)의 PG(Performance Grade, 이하 PG)등급으로 고온, 저온에의 성능 등급을 규정하고 있다(Gibson et al., 2012; Petersen et al., 1994).
PG에서 바인더의 저온 성능을 결정짓는 주요 시험값인 크리프 강성(Creep Stiffness, 이하 S(t))과 크리프율(Creep Rate, 이하 m-value)은 개질 아스팔트의 경우 이를 규정하는 과정에서 개질재의 성능을 적절히 반영하지 못한다는 연구사례가 있다(Gražulytė and Vaitkus, 2017; Hesp, 2004; Hesp et al., 2009; Klutzz and Dongré, 1997; Lu and Isacsson, 2000). 고점도 개질 아스팔트 바인더의 저온 성능 및 특성을 정확하게 예측·규명하기 위해 다수의 시험법이 개발·적용되었다(Gražulytė and Vaitkus, 2017; Kim, 2013; Lane, 2015; Radziszewski and Kowalski, 2014; Tabib et al., 2015; Zhao and Hsep, 2006).
그중 일본 도로공단 시험연구소와 일본 개질 아스팔트협회에서 공동연구를 실시하여 제안·개발된 휨 시험은 시편 제작 및 시험 수행이 간단하고 고점도 개질 아스팔트 바인더의 점결력 및 파악력을 잘 반영할 수 있는 장점이 있다(大野滋也 外 2名, 2002; 日本改質アスファルト協会技術委員会, 2021; 村山 雅人 and 濱田 幸二, 2005). 국내에서는 배수성 아스팔트 바인더의 성능평가 방법으로 사용되고 있다(Ministry of Land, Infrastructure and Transport, 2020).
본 논문은 고점도 개질 아스팔트 바인더에 사용되는 폴리머양과 칸타브로 시험의 결과가 휨 에너지, 휨 스티프니스간의 연관성을 소개하고, 시험 수행방법과 해석방법, 휨 시험을 적용한 기존 연구사례를 소개하였다.
2. 고점도 개질 아스팔트 바인더
2.1 정의
고점도 개질 아스팔트 바인더는 일반 개질 아스팔트보다 폴리머 개질제의 첨가량을 증가하여 생산된 바인더을 말하며, 유럽 및 미국에서는 고점도 개질 아스팔트 바인더의 정의를 점도로 구분하지 않고 바인더 내 분자구조가 변경 된 경우(연속상 물질이 바인더에서 폴리머로 상변화가 일어난 경우) 이를 고점도 아스팔트 바인더라 정의한다(Blazejowski et al., 2016; Blazejowski et al., 2019; Tang et al., 2021; Złotowska et al., 2021).
고점도 개질 아스팔트 바인더를 일본에서는 폴리머 개질아스팔트 H형(H형, H-F형)으로 불리고, 유럽 및 미국에서는 high polymer modified binder(HiMA, HMB 또는 HPMB)으로 명명된다(Blazejowski et al., 2016; Blazejowski et al., 2019; Tang et al., 2021; Złotowska et al., 2021; 広津 栄三郎 and 鈴木 紀章, 1994; 日本改質アスファルト協会, 2020).
2.2 특성
고점도 개질 아스팔트 바인더 제작으로 사용되는 개질제는 열가소성 엘라스토머인 SBS이다(Zhu et al., 2014; Zhu, 2016; 神谷愼吾, 2000). Fig. 1은 SBS 공중합체의 사슬구조를 묘사한 것이다(Zhu et al., 2014; Zhu, 2016).
SBS는 경질의 폴리스티렌 블록(Poly-Styrene Block, 이하 PS 블록) 2개와 연질의 폴리부타디엔 블록(Poly-Butadiene Block, 이하 PB 블록)이 2상으로 연결되어 있는 삼블록 사슬형태로 되어있다. SBS 사슬이 재결합되는 과정에서 아스팔트 바인더 내 말텐 성분을 SBS가 흡수하여 부피가 팽창하고 역청 내 고무와 비슷한 SBS 네트워크가 형성되어 복합탄성계수(Complex modulus: |G*|) 및 점도가 증가하고 피로균열에 대한 저항성이 향상된다(Bonemazzi et al., 1996; Zhu et al., 2014; 神谷愼吾, 2000).
아스팔트 바인더 내 SBS 첨가량이 증가하면서 SBS 네트워크 크기가 점차 커지고 바인더 연속상에서 폴리머 연속상으로 분자구조의 변화가 이루어진다. 이러한 SBS 첨가량 증가에 따른 분자 구조의 변화를 통한 바인더의 개질화는 기존의 많은 연구 사례를 통해 확인할 수 있다(Zhu et al., 2014; 日本改質アスファルト協会, 2020).
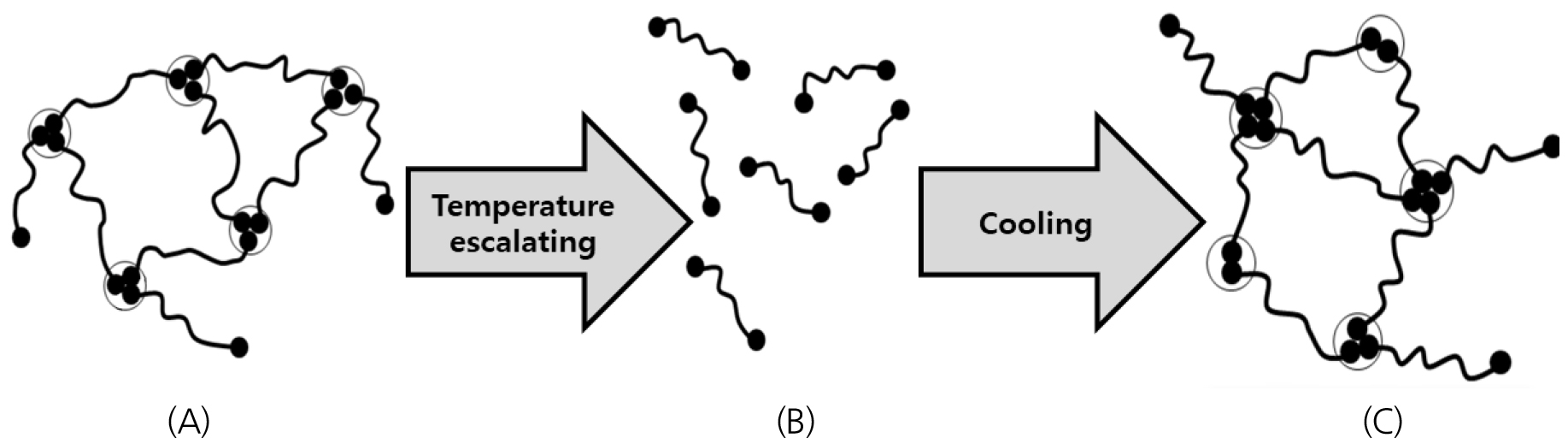
Fig. 1.
Structure of SBS and schematic illustration of reversible crosslinks in SBS (Zhu et al., 2014; Zhu, 2016)
SBS 첨가량이 증가할수록(바인더 대비 약 4~7%) 바인더 내 말텐 성분을 흡수하여 폴리머 네트워크의 크기는 커지게 되어 아스팔트 내 분자 구조의 변화(개질화)가 빠르게 진행된다. SBS 첨가량이 바인더 대비 7% 이상으로 증가하면 그 분자 구조가 폴리머 연속상으로 변화되기 때문에 아스팔트 바인더의 분자구조의 변화(개발화)가 4~7% 대비 느려지게 되는 현상이 발생한다. 이 경우 SBS 첨가량에 따른 바인더 물성변화 곡선은 S자 모양을 형성하게 되며 원(原) 바인더의 재료 특성 및 첨가되는 개질제 종류 그리고 가교 조건에 따라 S자 곡선의 형상 및 기울기가 달라지는 특성을 보인다(Lu and Isacsson, 1997; Mieczkowski et al., 2021; Singh et al., 2018; Yan et al., 2020).
3. 휨 시험
3.1 개발배경
휨 시험은 일본에서 개발된 시험으로 1999년 일본도로공단(日本道路公団, Japan Highway Public Corporation, 이하 JH)과 일본 개질 아스팔트협회(日本改質アスファルト協会, Japan Modified Asphalt Association, 이하 JMAA)에서 공동연구를 실시하여 배수성 아스팔트 혼합물과 한랭지용 포장에 적용하는 고점도 개질 아스팔트 바인더를 평가하기 위하여 개발・제안하였다(大野滋也 外 2名, 2002; 日本改質アスファルト協会技術委員会, 2021; 村山 雅人 and 濱田 幸二, 2005). 배수성 아스팔트포장은 공극률을 20% 이상 확보할 수 있어 우수한 배수능력과 교통하중에 의한 소음저감, 우천시 시인성 향상 등의 장점이 있지만 포장 내 우수 침투 후 교통하중으로 인한 내부압력과 겨울철 포장 내 우수가 동결하여 발생하는 팽창응력 및 햇빛의 자외선이 포장내부로 침투하여 촉진되는 바인더의 노화현상이 골재-바인더간 결합력을 약화시켜 탈리, 골재 비산 현상 등이 발생한다(Ferguson, 2005).
배수성 아스팔트포장에서의 골재-바인더간 결합력을 강화시키고 피막두께 증가효과를 주기 위하여 고점도 개질 아스팔트 바인더를 적용하고 있으며 SBS 함량 변화에 따른 파악력과 점결력을 분석하여 고점도 개질 아스팔트 바인더를 채택하고 있다(熊谷政行 外 3名, 2011; 佐藤 大 外 2名, 2003; 布施 浩司 2名, 2012). 파악력 및 점결력 성능을 평가하기 위해 바인더 시험으로는 점도와 터프니스-테나시티(Toughness & Tenacity) 시험, 혼합물 시험으로는 칸타브로 시험을 실시한다(KS F 2491, 2017; 日本改質アスファルト協会技術委員会, 2021). 하지만 점도시험을 실시할 경우 SBS 첨가량이 높아 개질제의 입자로 인하여 점도계의 관막힘 현상이 발생하거나 시험 소요시간이 늘어나는 현상이 발생하고, 터프니스-테너시티 시험을 할 경우 높은 응집력과 탄성으로 인하여 인장 파단이 발생하기 전에 금속반구에서 탈구되는 현상이 발생하거나 시험도중 절단되어 정확한 저온 특성을 규명할 수 없다(KS F 2491, 2017; 大野滋也 外 2名, 2002; 日本改質アスファルト協会技術委員会, 2021; 村山 雅人 and 濱田 幸二, 2005).
大野滋也 외 2인은 원 바인더에 SBS를 바인더 질량 대비 0, 3, 5, 7, 9, 12%를 첨가하여 개질 바인더 Type I,Type II, Type III와 고점도 아스팔트 바인더 Type H, Type H-F를 제작하고 4종의 혼합물 시험(칸타브로 시험, 마모시험, 휠트래킹시험, 회전 휠트래킹시험)과 7종의 기존 바인더 시험(바인더의 침입도, 연화점, 터프니스, 테나시티, 15°C 신도, 4°C 신도, 푸라스 취하점), 3종의 신규 바인더 시험(휨 시험, DSR, 탄성회복률)과의 연관성을 조사하였다. Table 1은 바인더 성능과 혼합물 시험의 상관관계 결과를 요약한 것이다(大野滋也 外 2名, 2002). SBS 첨가량이 5% 아스팔트 연속상일 때 칸타브로 시험과 일부 바인더 성능이 연관관계가 나타내었고 다른 혼합물 시험은 뚜렷한 연관성을 보이지 않았다. 3종의 신규 바인더 시험과 혼합물 성능을 비교한 결과 -20°C 이하에서 실시한 휨 시험과 칸타브로 시험이 뚜렷한 상관관계가 나타남을 발견하였다.
Table 1.
Correlation between binder and mixture test (大野滋也 外 2名, 2002)
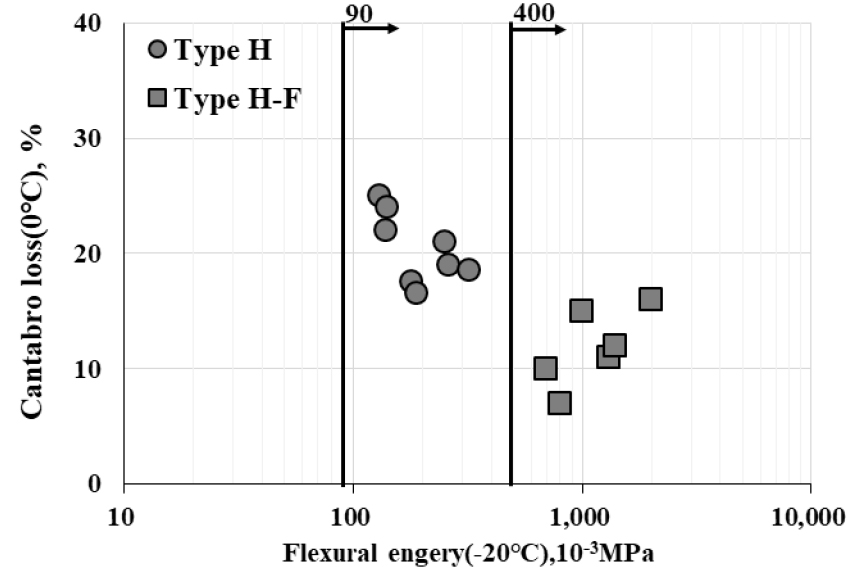
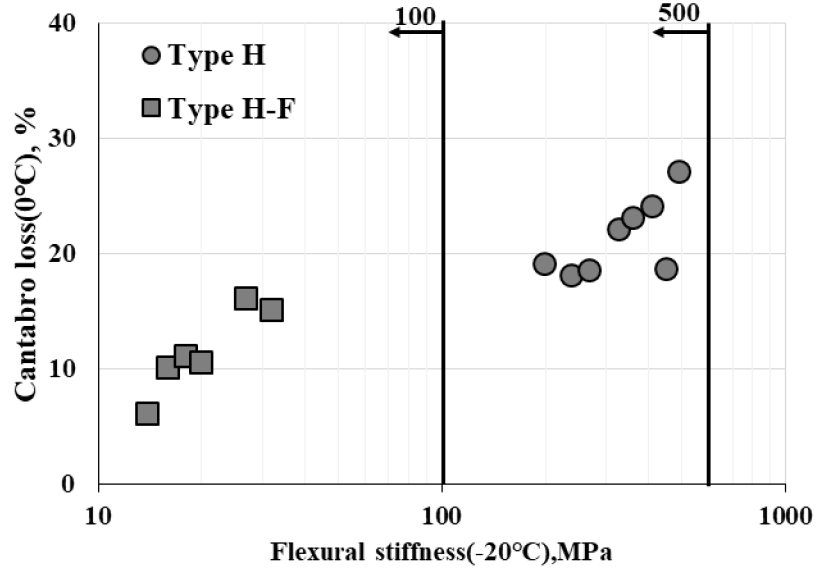
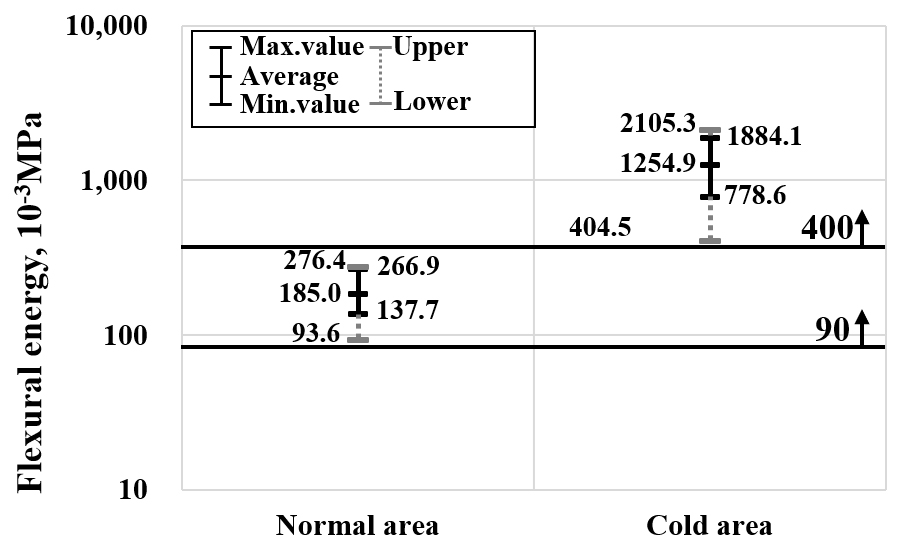
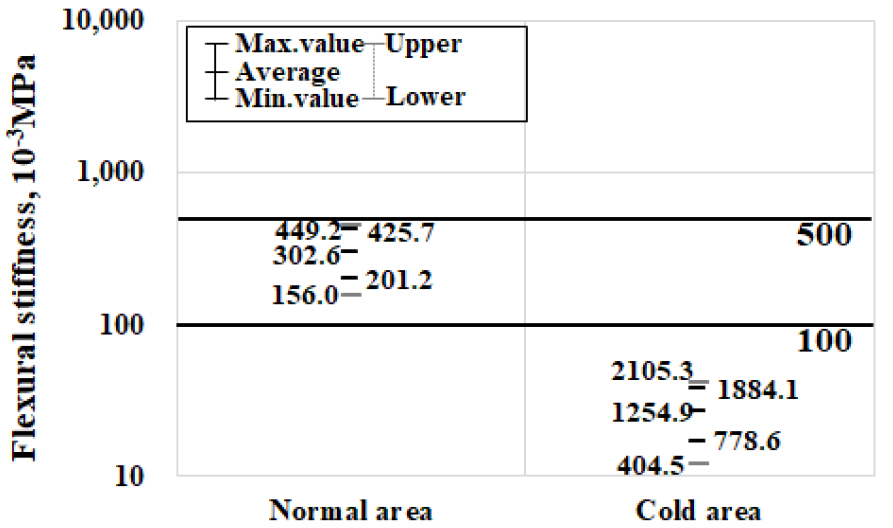
Fig. 2와 Fig. 3은 Type H형과 Type H-F형 바인더의 0°C 칸타브로 손실률과 휨 에너지 및 휨 스티프니스 관계를 나타낸 것이고, Fig. 4와 Fig. 5는 Type H형과 Type H-F형 바인더의 휨 시험을 실시한 결과를 나타낸 것이다(大野滋也 外 2名, 2002). 칸타브로 손실률과의 연관성을 고려하여 일반용 고점도 바인더 Type H는 휨 에너지 0.09 MPa 이상, 휨 스티프니스는 500 MPa 이하이며, 한랭지용 고점도 바인도 Type H-F는 휨 에너지 0.4 MPa 이상, 휨 스티프니스 100 MPa 이하로 기준을 수립하였다.
위의 연구결과를 바탕으로 배수성 아스팔트포장용 혼합물 평가항목 중 하나인 칸타브로 손실률과 연관성이 높고, 고점도 아스팔트 바인더의 점결력 및 파악력을 정확히 평가할 수 있는 휨 시험을 연구하여 개발・제안하였다(髙橋茂樹, 2013; 古里典久 外 2名, 2001; 大野滋也 外 2名, 2002; 日本改質アスファルト協会技術委員会, 2021; 黄木秀実 外 3名, 2002; 村山 雅人 and 濱田 幸二, 2005).
3.2 휨 시험과 칸타브로 시험의 연관성
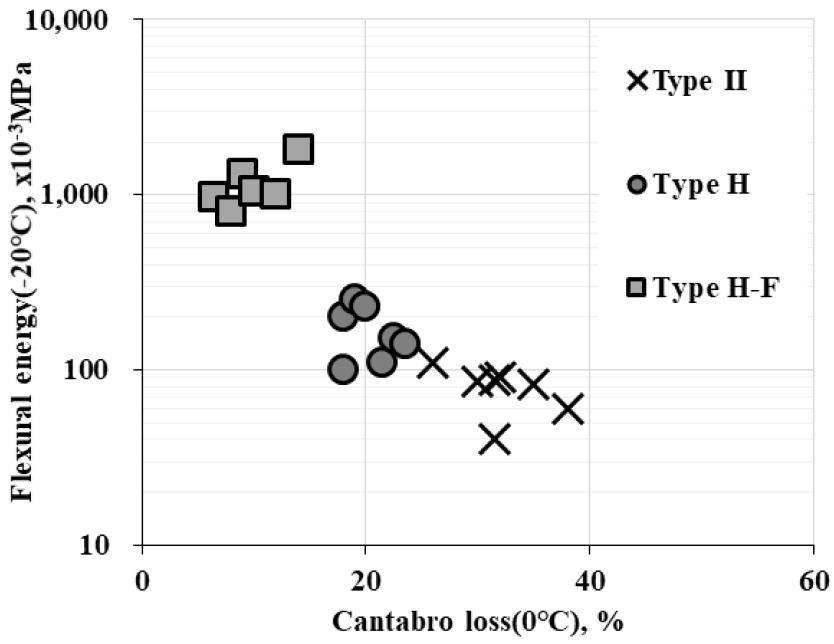
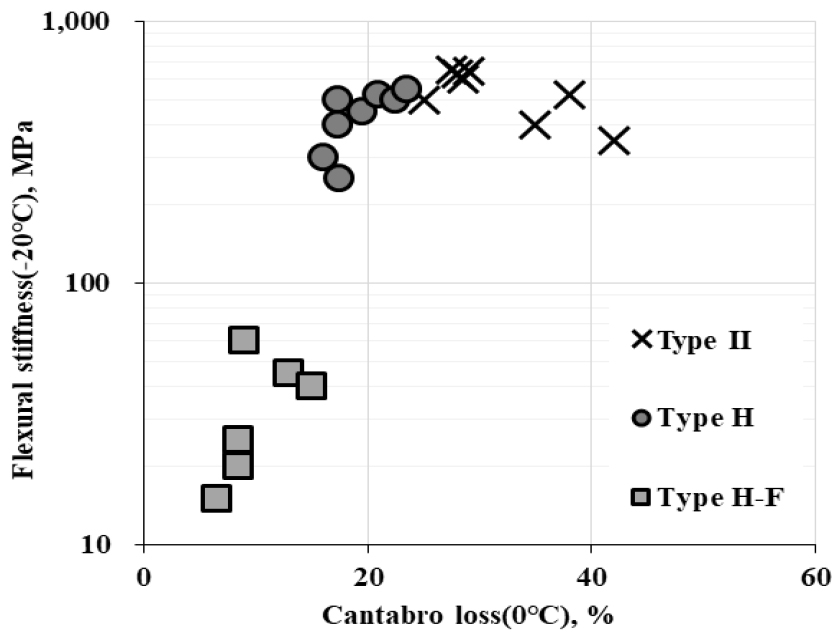
黄木秀実 외 3인과 髙橋茂樹는 휨 시험의 정확도와 칸타브로 시험과의 연관성을 높이기 위하여 일본 내에서 시판 중인 Type H, Type H-F 바인더를 이용하여 휨 시험을 실시하였으며, 양생 및 수행 온도조건에 따른 변동계수(Coefficient fo variations, 이하 CV)를 구하였다(髙橋茂樹, 2013; 黄木秀実 外 3名, 2002). Table 2는 휨 시험결과와 CV 결과를 보인 것이다. 동일 조건(양생 시간 및 온도)에서 휨 시험을 실시할 경우 시료 종류별로 20% 이하로 CV를 제어할 수 있음을 발견하였다. 추가적으로 일반 개질 아스팔트 Type II와 고점도 아스팔트 바인더 Type H, Type H-F로 혼합물을 제작하여 칸타브로 시험을 실시하고 휨 에너지 및 휨 스티프니스와 연관성을 분석하였다. Fig. 6와 Fig. 7은 바인더 종류별 칸타브로 손실률과 휨 에너지 휨 스티프니스를 나타낸 것이다. 일반 개질아스팔트에 비해 고점도 아스팔트 바인더는 휨 에너지는 증가하고 휨 스티프니스와 칸타브로 손실률이 감소하는 양상이 발견되었다(髙橋茂樹, 2013; 黄木秀実 外 3名, 2002).
Table 2.
CV of flexural beam test (黄木秀実 外 3名, 2002)
| Flexural energy | Flexural stiffness | ||||
|
Conventional conditions |
Unified conditions |
Conventional conditions |
Unified conditions | ||
| CV1) for each type of binder | Type H | - | 30.7 | - | 9.5 |
| Type H-F | - | 15.5 | - | 13.8 | |
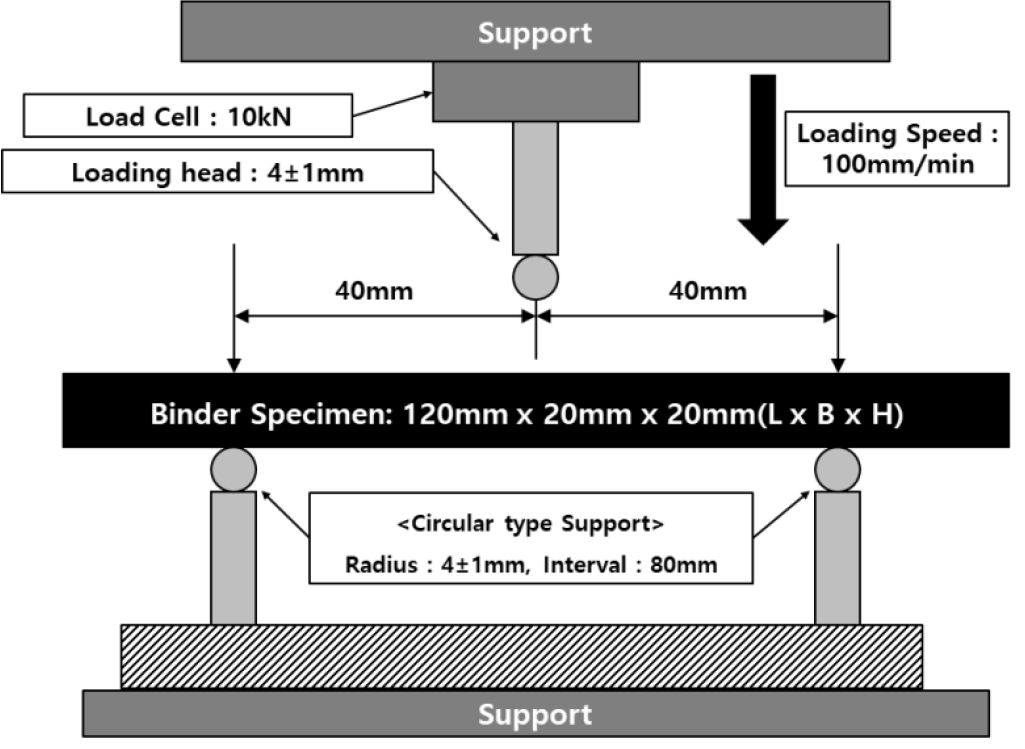
3.3 휨 시험 방법
휨 시험 방법은 한국산업표준(Korean Industrial Standards, 이하 KS)에 KS F 2491에 명시되어있다(KS F 2491, 2017). Fig. 8은 휨 시료 제작 몰드의 구조와 사진을 보인 것이다(日本改質アスファルト協会技術委員会, 2021; 舗装調査・試験法便覧 A063, 2019). 일반적으로 휨 시험용 몰드는 금속재질로 이루어져 있으며 한 번에 5~6개의 시료를 제작할 수 있도록 되어있다. 몰드를 조립하기 전에 모든 부품에 이형제를 도포하여야 하는데 이는 시료가 몰드에 부착되지 않도록 하기 위함이다. 용융된 아스팔트를 기포가 생기지 않도록 몰드 내에 붓고, 실온에서 90분 이상 방치한다. 방치된 시료를 저온 항온조에 넣고 공시체 표면온도가 약 0~5°C가 될 때까지 양생을 시킨 후 꺼내어 시료의 표면정리작업으로 잔여 아스팔트를 제거한다. 최종적으로 표면정리작업을 마친 시료는 저온 항온조에서 -20°C에서 약 10분, 또는 5°C에서 약 30분 정도 양생을 시킨 후 공시체를 탈형한다. 저온 항온조에서 양생을 시킨 후 탈형하는 이유는 고점도 아스팔트 바인더는 상온에서도 점도 및 바인더간 응집력이 매우 높아 탈형시 시료가 파손될 수 있기 때문이다. 탈형한 시료는 시험 수행온도에서 약 6시간 동안 양생을 시킨다. 한 번 시험당 최소 3개의 시료를 준비하여야 하며, 시험 전 각 시험시료들의 무게 및 관련 변동계수를 측정한다.
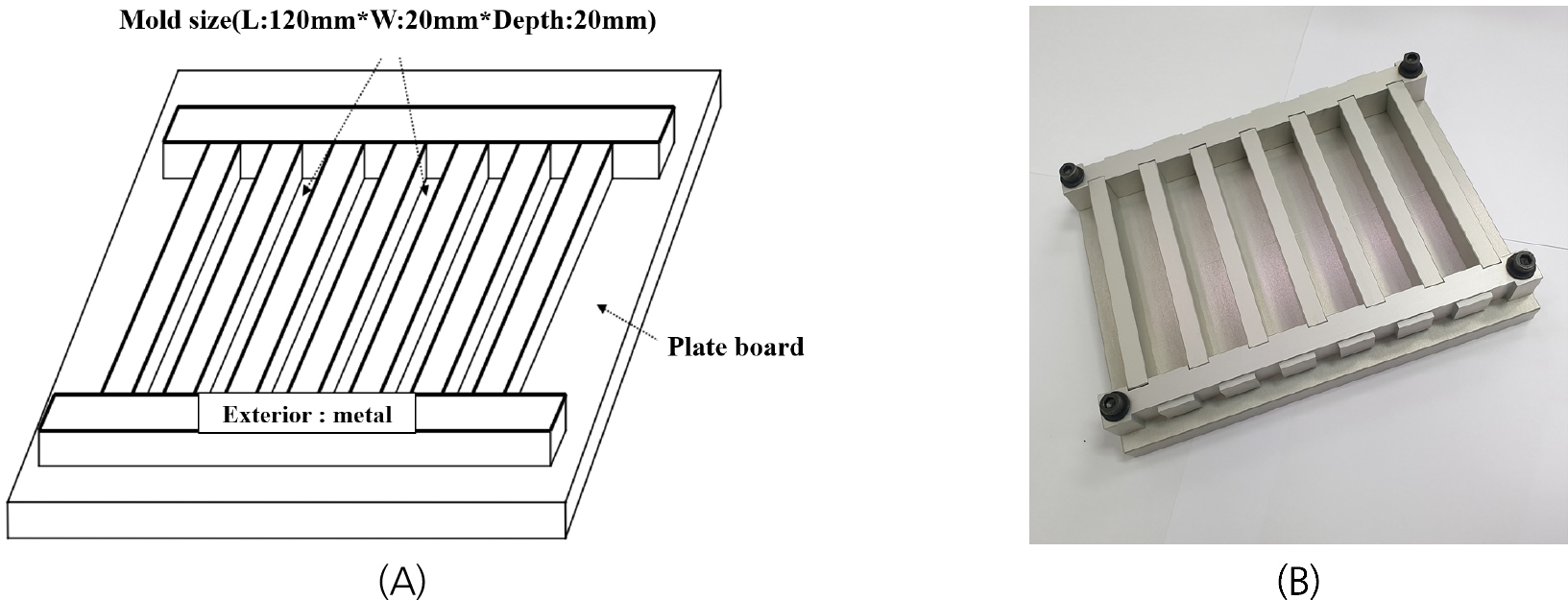
Fig. 8.
Mold for flexural beam test (A: Schematic mold, B: Photo)(舗装調査・試験法便覧 A063, 2019; 日本改質アスファルト協会技術委員会, 2021)
Fig. 9는 휨 시험기 구조를 나타낸 것이다. 6시간 이상 양생시킨 시료의 무게측정을 실시한 후 중앙부에 10 kN 용량의 로드셀이 위치하도록 설치하여 100 mm/min의 재하속도로 하중을 재하시켜 최대 하중에 도달할 때까지 변위(mm)와 하중(N)을 측정한다. 로드셀 및 지지대 끝은 원형으로 처리하여 하중재하로 인해 접촉부 균열이 발생하지 않도록 한다. 시료 내부의 온도변화를 최소화하기 위하여 저온챔버에서 시편을 꺼낸 직후 20초 이내에 시험을 종료한다.
3.4 휨 시험 결과 해석
휨 시험으로 시료가 파괴되거나 최대하중이 기록될 때까지 하중, 변위, 시간이 기록되며 기록된 변위와 하중으로 변위-하중 그래프를 도식하여 해석을 실시한다. Fig. 10은 휨 시험의 변위-하중 그래프를 보인 것이다. 최대 하중 P와 최대 하중까지의 변위량 d를 구하여 식 (1)과 (2)처럼 최대 휨 응력과 최대 휨 변형을 구한다. 변위량 d는 하중이 측정되는 초기부분을 접선보정을 실시하여 구한다. 휨 에너지는 식 (3)으로 구하며 최대 휨 응력 σmax와 최대 휨 변형률 εmax의 곱으로 계산하며, 바인더의 휨 파괴에 필요한 에너지량 의미한다. 휨 에너지가 큰 바인더는 파괴에너지가 크고, 휨 에너지가 작은 바인더는 상대적으로 작은 에너지로도 파괴된다.
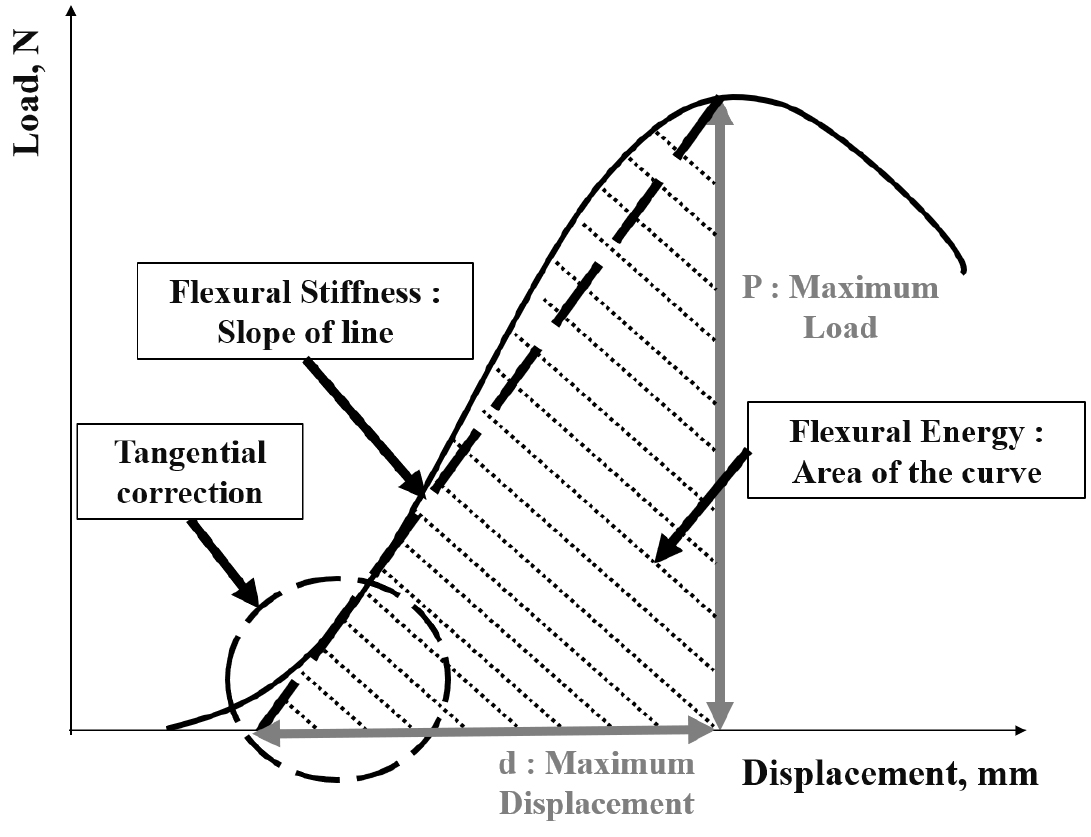
휨 스티프니스는 식 (4)를 바탕으로 구하며 최대 휨 응력 σmax를 최대 휨 변형률 εmax로 나눈 값으로 최대하중에 도달하기까지 응력과 변형의 비를 의미한다. 시료에 하중이 재하되었을 때 변형률이 작으면 휨 스티프니스가 커져 취성파괴가 발생할 가능성이 있다. 저온 영역에서 휨 스티프니스가 작은 바인더는 저온에서도 유연성을 가지고 있다는 의미이다. 따라서 이 경우 휨 스티프니스는 값이 작을수록 바람직하다.
여기서,
: 최대 휨 응력, MPa
: 최대 휨 변형률, mm
b : 시편의 폭, 20 mm
h : 시편의 두께, 20 mm
L : 시편의 지지점 간 거리, 80 mm
P : 최대 하중, N
d : 최대 하중시 변위량, mm
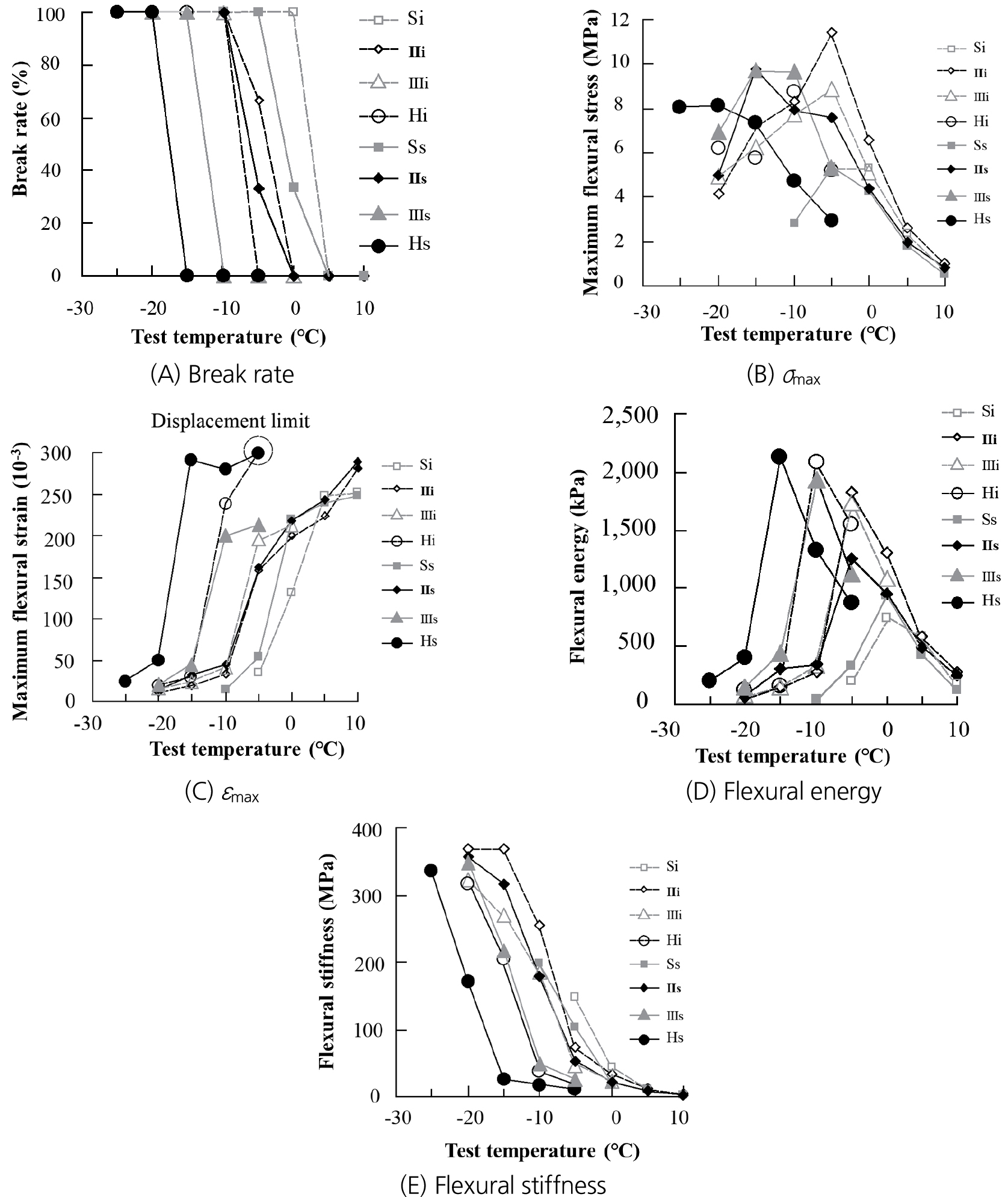
3.5 휨 시험 적용을 통한 연구사례
2010년 일본토목연구소(日本土木硏究所, Public works research institute, 이하 PWRI)에서는 포장용 바인더의 다양화, 고성능화가 진행되면서 새로운 바인더 평가 방법의 제안을 목적으로 ‘효율적 도로 기반 정비를 위한 설계방법의 고도화 연구’를 진행하였다(西崎到 外 2名, 2010). 수행온도(-25°C~10°C) 및 재하속도(5~100 mm/min)를 변경하여 휨 시험을 실시하였다. Table 3은 PWRI에서 사용한 시료를 정리한 것이다. Fig. 11은 수행온도에 따른 휨 시험결과를 나타낸 것이다. 시료의 파단이 발생하는 온도를 휨 취하점이라 정의하였고, Si계 개질아스팔트 바인더는 2.5°C에서 휨 취하점이 발생하였고 Type H의 경우 -5°C에서 휨 변형이 시험한계인 ε = 300 × 10-3에 도달하였음을 보고하였다. 다만 휨 시험의 재하속도를 변경하여 휨 시험을 실시한 결과 유의미한 발견을 하지 못하였다.
Table 3.
Specimen type (西崎到 外 2名, 2010)
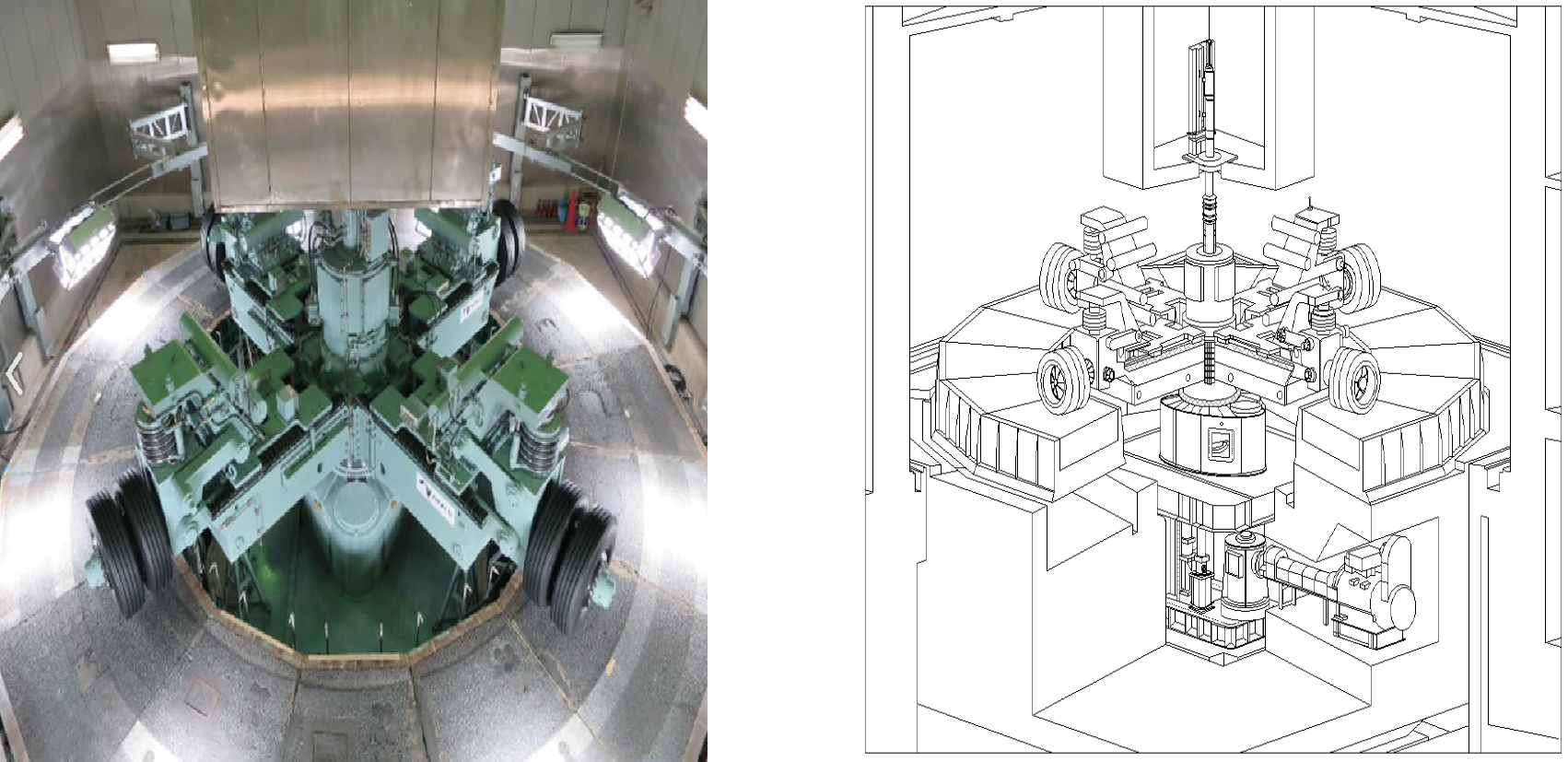
黄木秀実 외 3인과 髙橋茂樹는 SBS 증가량에 따른 고점도 아스팔트 바인더의 휨 시험의 결과값과 기능성 포장의 공용성의 상관관계를 분석하였다(髙橋茂樹, 2013; 黄木秀実 外 3名, 2002). 이를 위해 다양한 고점도 아스팔트 바인더를 이용하여 공시체를 제작 후 일본고속도로주식회사(Nippon Expressway Company Limited, 이하 NEXCO)의 주행시뮬레이터 시험을 실시하였다(Fig. 12). 시뮬레이터 시험은 50°C에서의 흐름값과 0°C에서 체인에 의한 마모율 등 2가지 조건으로 실시하였다. 휨 에너지가 커지면 흐름값이 줄어들며 마모율이 감소하는 것을 확였고, 이와 반대로 휨 스티프니스가 증가하면 흐름값이 증가하고 마모율이 증가함을 알 수 있다. 이를 통해 SBS 첨가량의 증가는 제한된 범위 내에서 바인더 및 혼합물의 내구성을 향상시키는 것으로 나타났다. 또한 SBS 첨가량의 증가는 저온에서의 취성이 개선되는 동시에 고온에서의 점탄성도 증가시키는 것으로 나타났다. 결론적으로 저자들은 휨 시험은 기능성 포장의 혼합물의 성상과의 상관성이 높아 고점도 아스팔트 성능 평가 및 내구성을 높이기 위한 바인더 성상을 밝힐 수 있을 것이라 언급하였다.
4. 결 론
본 논문에서는 고점도 개질 아스팔트 바인더에 사용되는 폴리머 양과 칸타브로 시험의 결과가 휨 에너지, 휨 스티프니스간의 연관성을 소개하고, 시험 수행방법과 해석방법, 휨 시험을 적용한 기존 연구사례를 소개하였다. 다음과 같은 결론을 도출 할 수 있었다.
1) 폴리머 양이 증가할수록 휨 에너지 및 터프니스는 증가하는 경향을 보이며 칸타브로 손실률은 폴리머 양과 휨 에너지가 증가할수록 감소한다.
2) 휨 에너지가 클수록 휨 파괴에 대한 저항이 커지게 되며, 일본 개질아스팔트협회 기준에 따르면 -20°C에서 0.4 MPa 이상이 되어야 한다.
3) 휨 시험을 이용하면 폴리머 양과 혼합물의 칸타브로 손실률과의 상관관계 예측이 가능하다.
4) 현재 국내에서 사용 중인 휨 시험 기준은 일본 개질아스팔트협회 기준으로 국내 기후 및 교통 조건에 맞도록 추가적인 연구를 실시하여 국내 실정에 맞는 품질기준을 수립하는 것이 바람직하다고 판단된다.
