

1. 서 론
고온으로 생산되는 가열아스팔트혼합물(hot-mix asphalt: HMA)은 일반(비 개질) 혼합물의 경우 약 160°C, 개질 혼합물의 경우 약 180°C의 높은 온도로 가열해야 혼합물의 제조 및 다짐을 원활히 할 수 있다. 하지만 고온・가열을 위한 많은 화석연료 사용은 탄소, 유해가스 및 냄새 유발 등 심각한 환경문제를 만든다. 이러한 문제해결책의 일환으로 2000년대 초부터 HMA보다 약 30°C 낮은 온도로 작업이 가능한 중온화 아스팔트 혼합물 (warm-mix asphalt: WMA)이 유럽과 미국에서 개발되었다(Lee et al., 2009). 이 기술을 도입하면서 국내에서는 WMA를 중온 또는 준고온 아스팔트로 명명하고 있다.
160°C보다 30°C 낮은 약 130°C로 작업이 기능한 WMA 공법의 기본 원리는 일반아스팔트에 WMA용 첨가제를 넣어 HMA보다 덜 높은 온도에서도 제조・다짐이 가능하게 한 것이다. 또한 품질개선을 위해 일반 HMA에 폴리머를 첨가한 개질아스팔트 혼합물(polymer-modified asphalt HMA: HPMA)은 약 180°C로 생산된다. 같은 PG 등급의 PMA 혼합물을 180°C보다 30°C 낮은 약 150°C에서 생산하기 위해서는 필요한 WMA용 첨가제를 넣어 WMA 개질아스팔트(Warm-mix PMA: WPMA) 혼합물을 생산한다(Lee et al., 2009, 2012; Kim et al., 2014; Kwon et al., 2016).
일반 순환(재생) 가열아스팔트 혼합물(recycled HMA: RHMA)은 HMA 온도 수준(약 160°C)에서 재생첨가제(rejuvenator: RJ)를 넣어 회수포장재료(reclaimed asphalt pavement: RAP, 세칭 폐아스콘)의 노화된 아스팔트를 회생시켜야 한다. 이를 중온화하여 순환 아스팔트 혼합물(recycled WMA: RWMA)로 생산하려면 RJ 외에도 WMA 첨가제를 넣어 일반 WMA 수준(약 130°C)으로 온도를 낮추어야 한다.
재활용이 활성화되면서 순환 아스팔트 혼합물의 성능을 개선한 순환 개질아스팔트(recycled PMA: RPMA) 혼합물이 생산되는데 이는 바인더로 PMA와 RJ를 사용하여 약 180°C 수준으로 생산한다. 하지만 중온・순환 개질아스팔트(Warm-mix Recycled PMA: WRPMA) 혼합물을 위한 공법은 좀 더 복잡하다. 왜냐하면 WRPMA의 품질은 같은 용도의 일반 개질 혼합물의 품질기준을 만족해야 하므로 동급의 품질검사를 적용한다. 그런데 WRPMA는 HPMA 온도보다 약 30°C 낮은 150°C로 생산되는데 이 온도는 RAP을 녹여 노화된 바인더를 회생시키기에 불리하다. 게다가 PMA 바인더는 상대적으로 동점도가 높아 150°C 수준에서 RAP의 노화된 바인더가 잘 용해되지 못한다. 따라서 WRPMA 혼합물 제조를 위해서는 PMA 자체의 성능이 WPMA 수준으로 동점도가 낮은 것을 사용해야 한다.
아스콘 순환사용(재활용)의 기본 원칙은 신・구재료가 비벼질 때 RAP의 굳은 바인더가 열에 녹은 상태로 신규 아스팔트+RJ와 함께 혼합・용해되면서 회생된 (rejuvenated) 혼합물을 생산하는 것이다. RAP의 경화된 구 바인더가 제대로 회생되지 못하고 순환혼합물로 출하되면 구 바인더는 포장체 내에서 신규 골재에 피막 된 아스팔트보다 노화도가 훨씬 높아 조기에 다시 경화되며 균열의 근원이 된다. 더구나 RWMA는 일반순환보다 제조 온도가 낮으므로 RAP의 구 바인더가 덜 녹고, 신규 아스팔트도 HMA보다 온도가 낮아 구 바인더를 용해・회생시키는 역할을 제대로 못하여 RAP 바인더가 덜 회생된 채로 출하될 수 있다(Kim et al., 2007). 따라서, WMA 공법으로 재활용시는 RAP 바인더를 제대로 회생시키는 기술이 필요하다. 더구나 RWMA를 개질한 WRPMA는 제조 시에 준고온에서 RAP을 녹여야 하나 첨가된 폴리머가 고점도이면 상대적으로 낮은 온도에서 작업이 어렵다.
이에 본 연구에서는 중온 수준에서 사용이 가능한 중온개질아스팔트(Warm-mix polymer-modified asphalt: WPMA) 바인더를 사용하고, 재생첨가제를 사용하여 순환개질 아스팔트 혼합물 제조 온도를 개질임에도 150 ± 5°C로 낮추어 적용하였다. 혼합물 제조는 국토부 기준에서 제시한 단계적 혼합(stage mixing: SM) 공법으로 회생 효율을 높여 WRPMA 혼합물을 제조하였다(Kim et al., 2007; Kim, 2007; Doh et al., 2008; MOLIT, 2024). 본 연구의 목적은 제조된 WRPMA 혼합물의 품질 특성을 HPMA 혼합물과 일반(비순환) 중온개질 혼합물과 비교 평가하여 중온・순환 개질아스팔트 혼합물의 실용성을 확인하는 것이다.
2. 재료 및 방법
2.1 사용재료
본 연구에서는 WPMA용 기본 아스팔트로 PG58-22를 사용하였으며, 폴리머 개질재로는 Ethylene vinyl acetate 계열 접착성 수지(EVA-AR), 저밀도폴리에틸렌(low-density polyethylene: LDPE), Styrene-isoprene-styrene(SIS) 열가소성 엘라스토머와 첨가제로 팔미트산(Palmitic acid: PA), 스테아르산(Stearic acid: SA), 그리고 소석회(Hydrated lime: HL)가 사용되었다. 비교용 HPMA는 국내 널리 사용되는 PG76-22 개질아스팔트를 사용하였다. Fig. 1은 사용된 개질제 중 PA와 SA를 보여준다.

RAP은 강원 춘천과 전남 순천 지역에서 발생된 것으로, 이 둘을 5:5로 섞어 재생 비율 30%의 순환혼합물을 제조하였다. 신규 골재는 춘천 지역의 편마암으로 굵은골재 최대치수 19 mm와 잔골재로는 부순모래(screenings), 채움재(filler)는 석회석분을 사용하여 소성변형에 강하도록 WC-5 입도를 사용하였다. 재생첨가제로(RJ)는 바이오 원료를 활용하여 개발된 바이오 중온・순환첨가제(bio-warm-mix asphalt rejuvenator: BWR)를 사용하였다.
2.2 시험방법
2.2.1 바인더
Table 1의 번호 1은 기본아스팔트, 2는 GPC시험용 아스팔트, 3은 비교용 HPMA와 4는 본 연구용으로 사용한 중온개질아스팔트(WPMA)이며, 각각의 PG 시험과 동점도 시험 결과를 정리한 것이다. 2.1절에 설명한 폴리머 별 구체적 사용량(wt %)은 특허 사항으로 미지이다. 2번은 RAP의 노화도 추정을 위한 GPC 시험에 사용된 일반아스팔트로 3.1절에 상세히 설명된다. 1번 기본 아스팔트의 경우 다짐 동점도를 135°C에서 280 ± 30 cSt으로 제시하고 있어 이를 만족하나, 가열 개질아스팔트의 경우 135°C에서 동점도가 1,400~2,000 cSt이다. 이에 비해 본 연구에서 사용된 WPMA는 개질 아스팔트이나 150°C에서 동점도가 500 ± 50 cSt이었다.
Table 1.
Description of binders used in this study
2.3 시험방법
2.3.1 혼합물 제조
순환 아스팔트 혼합물의 품질을 결정하는 핵심 사항은 RAP의 노화도를 최대한 정확히 파악하여 적절히 회생시키는 것이다. 일반적으로 아스팔트의 노화도는 절대점도(absolute viscosity: AV)로 평가하며, RAP의 노화된 바인더의 AV는 폐아스콘의 재령에 따라 차이가 크다. 따라서 RAP이 바뀔 때마다 신속히 분석해야 하며 이를 위해 RAP 바인더의 노화 수준을 GPC 시험을 통해 추정 절대점도(estimated absolute viscosity: EAV)로 구하고 그에 필요한 재생첨가제(RJ) 사용 비율을 결정하였다. 필요 RJ의 적정비율 설정은 RAP 회생에 결정적이며 이에 대한 자세한 사항은 2.3.7에서 설명된다.
110°C로 간접 가열된 RAP 30%와 신규재료(신규아스팔트, RJ, 신규골재) 70%를 혼합하여 약 150°C의 혼합물을 생산하려면 신규 바인더와 골재의 온도는 약 160°C 이상이 되어야 한다. 110°C의 RAP 30%와 163°C로 가열된 신규 재료 70%를 혼합하는 경우 계산상으로 최종 온도는 147°C가 된다. 하지만 기온과 작업 시간에 따라 변화가 있으므로 신규 재료를 163 ± 5°C 범위에서 가열하면 147 ± 3.5°C의 혼합물을 얻을 수 있었다. 따라서 사전실험을 통해 163 ± 5°C의 신규 바인더(신규WPMA+재생첨가제)를 110°C의 RAP과 함께 실험실 믹서에 넣고 약 20초간 1차 비빔 후, 163 ± 5°C로 가열된 신규 골재를 넣고 약 40초간 2차 비빔을 하는 단계적 혼합(SM) 공법으로 약 150°C의 WRPMA 혼합물을 제조하였다. 이 SM 공법은 기존 문헌에 개발 과정이 상세히 설명되어 있으며 국토부 기준으로 채택되어 있다(Kim, 2007; Kim et al., 2007; Doh et al., 2008; MOLIT, 2024).
따라서 이 기술의 핵심을 요약하면 180°C 이상 높은 온도로 가열해야 하는 HPMA에 비해 약 30°C 낮은 온도에서도 작업성(workability)이 좋도록 개발된 WPMA를 사용, RJ의 적정비율 결정과 혼합시 RAP 회생에 도움이 큰 SM공법을 적용한 것이다.
2.3.2 배합설계
본 연구에 사용된 RAP 2가지를 5:5로 혼합하여 30% 재활용을 하고 GPC 결과로 추정한 EAV에 근거해 RJ로 바이오 중온 재생첨가제 (BWR) 사용 비율(%)을 결정하여 WC-5 입도 기준에 맞는 순환혼합물 배합설계를 수행하였다(Table 2). 또한 가열 개질혼합물(HPMA)과 RAP을 넣지 않고(RAP 0%) WPMA 바인더로 중온 개질혼합물(Table 2의 No. 2; WPMA)을 비교용으로 제조하였다.
Table 2.
Mix-design results of normal and 30% recycled mixes with PG76-22 binders
즉, Table 2의 첫째 HPMA는 국내의 상용 PG76-22 PMA이고, 나머지는 WPMA로 제조한 것이다. 순환혼합물은 국토부지침의 단계적 혼합(SM)방법을 적용하여 RAP에 신규 바인더와 RJ만을 믹서에 넣고 1차 교반 후, 2차로 신규 골재를 넣고 교반하였다. RAP은 110 ± 5°C 오븐에 1시간 사전가열하고, 신규골재와 신규바인더는 163 ± 5°C로 가열하여 혼합하여 최종 혼합물 온도는 150 ± 5°C로 개질WMA 온도 수준으로 혼합되었다. 비벼진 혼합물을 150 ± 5°C 오븐에서 1시간 단기노화 시킨 후 몰드에 넣고 선회다짐기로 100회 다짐하여 지름 100 mm 공시체를 제조하였다.
Table 2의 내용 중 재생 비율은 30%를 사용키로 결정에 따른 것이며, RJ는 후에 설명되는 GPC 시험으로 RAP의 바인더 노화도를 절대점도로 추정하고 그에 따라 사전 시험을 통해 3%가 결정된 것이다. 만일 다른 RAP 사용된다면, 또는 다른 재생 비율이 적용된다면 RJ 사용 비율은 달라질 것이다. 배합설계 결과 순환혼합물은 모두 국토부 기준인 공극률 = 4 ± 0.5%, VFA = 65~80%, VMA ≥ 13%, 을 만족하였다. 이 결과에서 보면 HPMA 혼합물(180 ± 5°C로 제조된 것)과 비교하여, 30°C 낮은 150 ± 5°C에서 제조된 중온 개질과 중온・순환 개질 혼합물들도 대등한 결과가 얻어졌다. 이 WRPMA 혼합물을 시험 포장에도 적용하였으며 성능평가는 실험실 혼합물은 물론 현장 혼합물에 대해서도 수행하였다.
2.3.3 변형강도 시험
변형강도(SD)는 아스팔트 콘크리트 공시체 상단에 하중을 가하여 얻어진 하중-변형 곡선에서 최대 하중과 이때 표면으로부터 눌려 들어간 수직변형 깊이를 구하여 소성변형 저항성에 대한 저항 강도를 구하는 시험이다(Kim et al., 2004; Doh, et al., 2007; Kim et al., 2011; Bibek et al., 2020). 시험온도는 60°C이며, 이를 위해 공시체를 60°C 항온수조에 30분간 수침 후에 꺼내어 신속히 Fig. 2(a) 같은 Kim Test 어셈블리에 넣고 재하속도 30 mm/min로 하중을 가하였다. 이때 Fig. 2(b) 같이 최대하중(P)과 이때의 수직변위()를 읽어 식 (1)로 계산하며, 한가지 혼합물 당 측정된 3개 의 평균값을 표에 제시하였다.
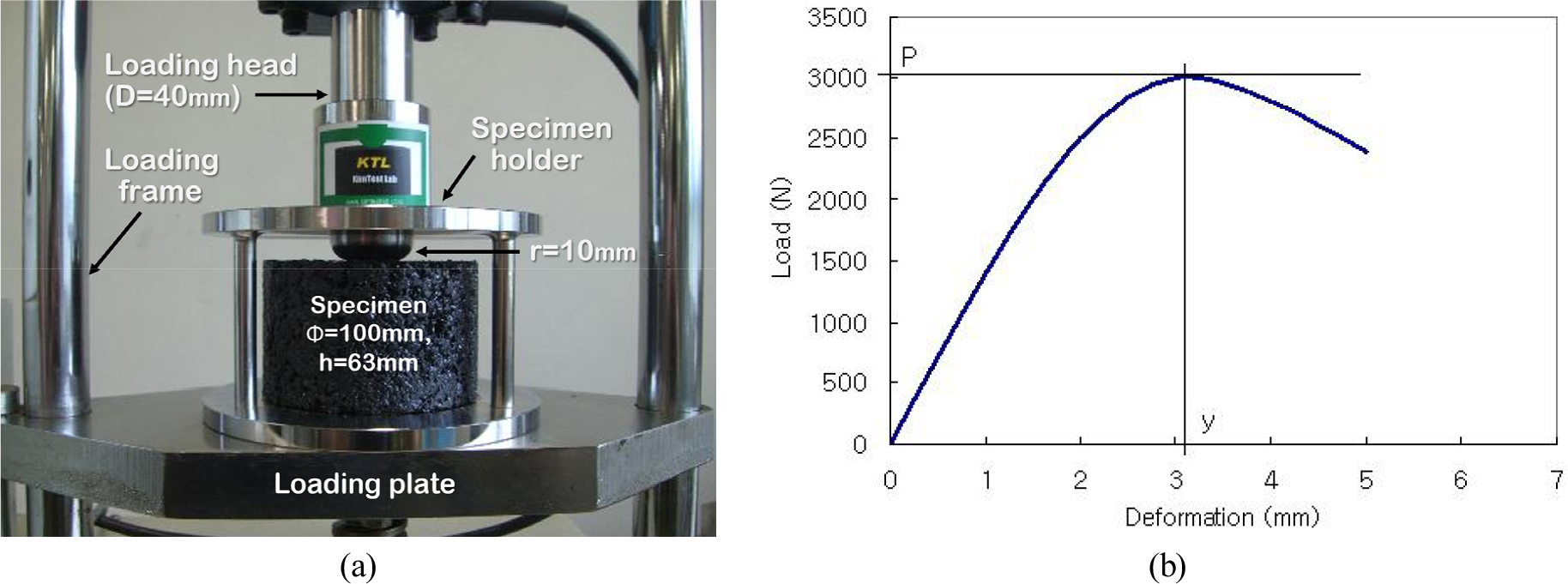
여기서 SD = 변형강도(MPa), P =최대하중(N), =최대하중에서의 수직 변형 값(mm) 이다.
2.3.4 Wheel Tracking (WT) 시험
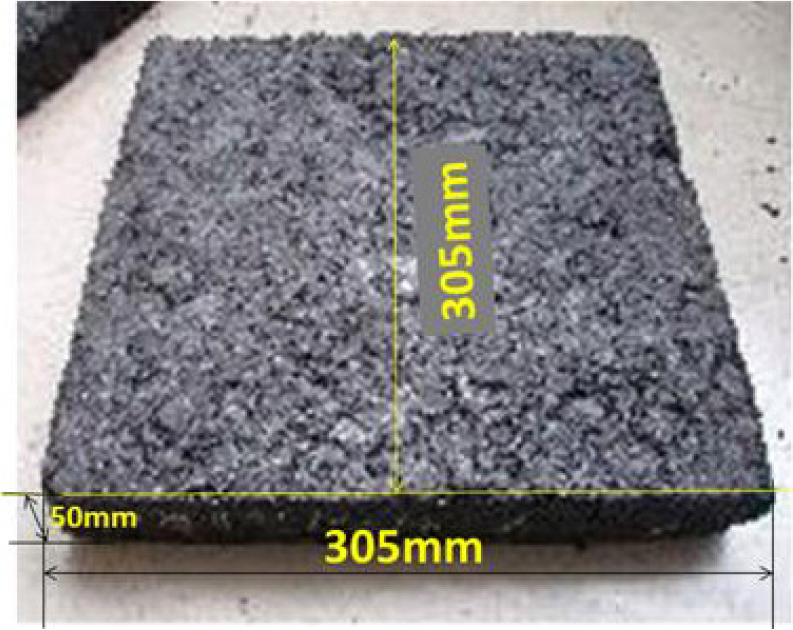
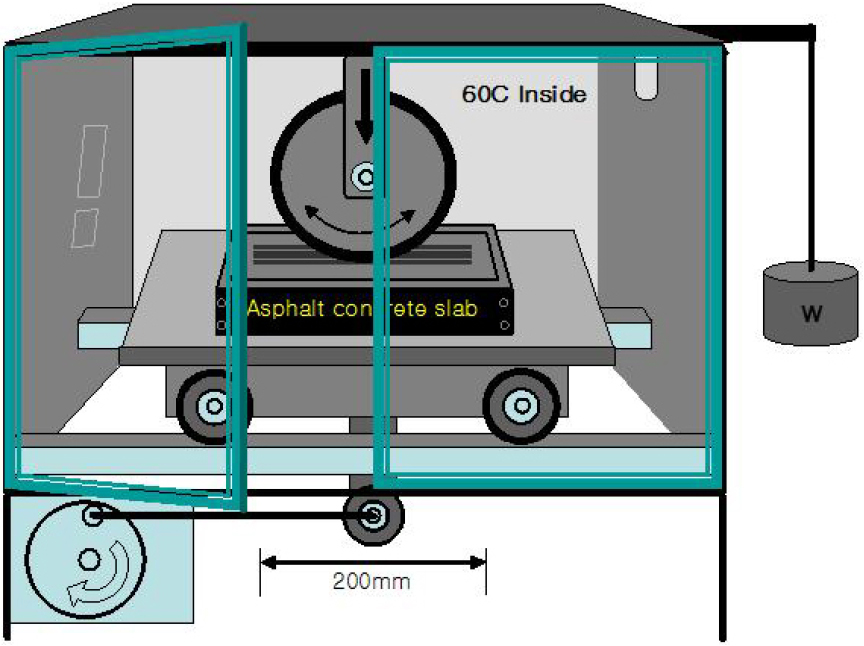
WT시험용 슬래브 공시체(305 mm × 305 mm × 50 mm)는 OAC로 혼합물을 비빈 후 롤러 다짐기로 공극률 4 ± 0.5%가 되도록 제조하였다(Fig. 3). 몰드에서 탈형된 슬래브가 식으면 공극률 등을 측정하고 25°C 항온기에서 1일 양생 후 60°C(시험온도) 챔버에 3시간 이상 보관했다가 Fig. 4의 내부 온도가 60°C로 유지되는 WT 시험기로 시행하였다. WT 시험기는 접지압 100 psi(700 kPa)가 유발되는 축 하중 하에서 60분간 운행하여 얻어진 곡선에서 동적안정도(dynamic stability: DS)를 계산하였다(MOLIT, 2024).
2.3.5 간접인장강도
지름 100 mm, 공극률 4 ± 0.5%의 공시체로 간접인장강도(Indirect tensile strength: ITS) 측정하였다. 공시체는 시험 전 표준 시험온도 25°C 항온조에 4시간 넣었다가 꺼내어 신속히 50 mm/min 속도로 하중을 가하여 얻어진 최대 하중 P를 식 (2)에 대입하여 구했다.
여기서 ITS = 간접인장강도(MPa), P = 최대하중(N), D = 공시체 지름(mm), t = 공시체 두께(mm)이다. 한 혼합물 당 3개 시험의 평균값을 표에 제시하였다.
2.3.6 인장강도비
인장강도비(tensile strength ratio: TSR)는 아스팔트 혼합물의 수분 저항성을 보기 위한 것으로, 수분 처리 공시체와 일반(무처리) 공시체의 ITS 비율을 말한다. 순환혼합물의 경우 공극률 7 ± 1%로 공시체를 6개 제조하여 3개는 16시간 영하 18°C에서 동결시킨 후 바로 60°C 물에 24시간 수침시킨다. 일반혼합물은 동결 없이 수침 처리만 한다. 그리고 꺼내서 25°C 물에 2시간 넣어 공시체 온도가 25°C가 되도록 하여 ITS를 측정하여 ITSwet 값 얻었다(MOLIT, 2024). ITSdry는 같은 시간 동안 25°C에 보관한 공시체의 ITS를 측정한 값이다. 이렇게 얻어진 두 ITS를 식 (3)에 대입하여 TSR을 구했다.
여기서 TSR = 인장강도비, ITSwet = (동결) 수침 처리 공시체의 ITS (MPa), ITSdry = 무처리 공시체의 ITS (MPa)이다. 한 혼합물 당 3개 시험의 평균값을 표에 제시하였다.
2.3.7 GPC 시험
RAP 바인더의 노화도를 AV로 추정하기 위해 GPC(gel-permeation chromatography) 시험으로 대형분자(large molecular size: LMS) 비율(%)을 구하고 같은 바인더에서 실측한 절대점도(AV) 데이터와의 회귀분석을 통해 노화도를 추정하는 모델(식)을 구하였다. Fig. 5(a)는 사용된 GPC 시험장치를 보여주며, 기존의 선행 연구에서는 AV와 LMS가 밀접한 상관관계가 있음을 증명하였다(Kim and Burati, 1993; Jennings and Pribanic, 1985; Kim et al., 2005, 2015).
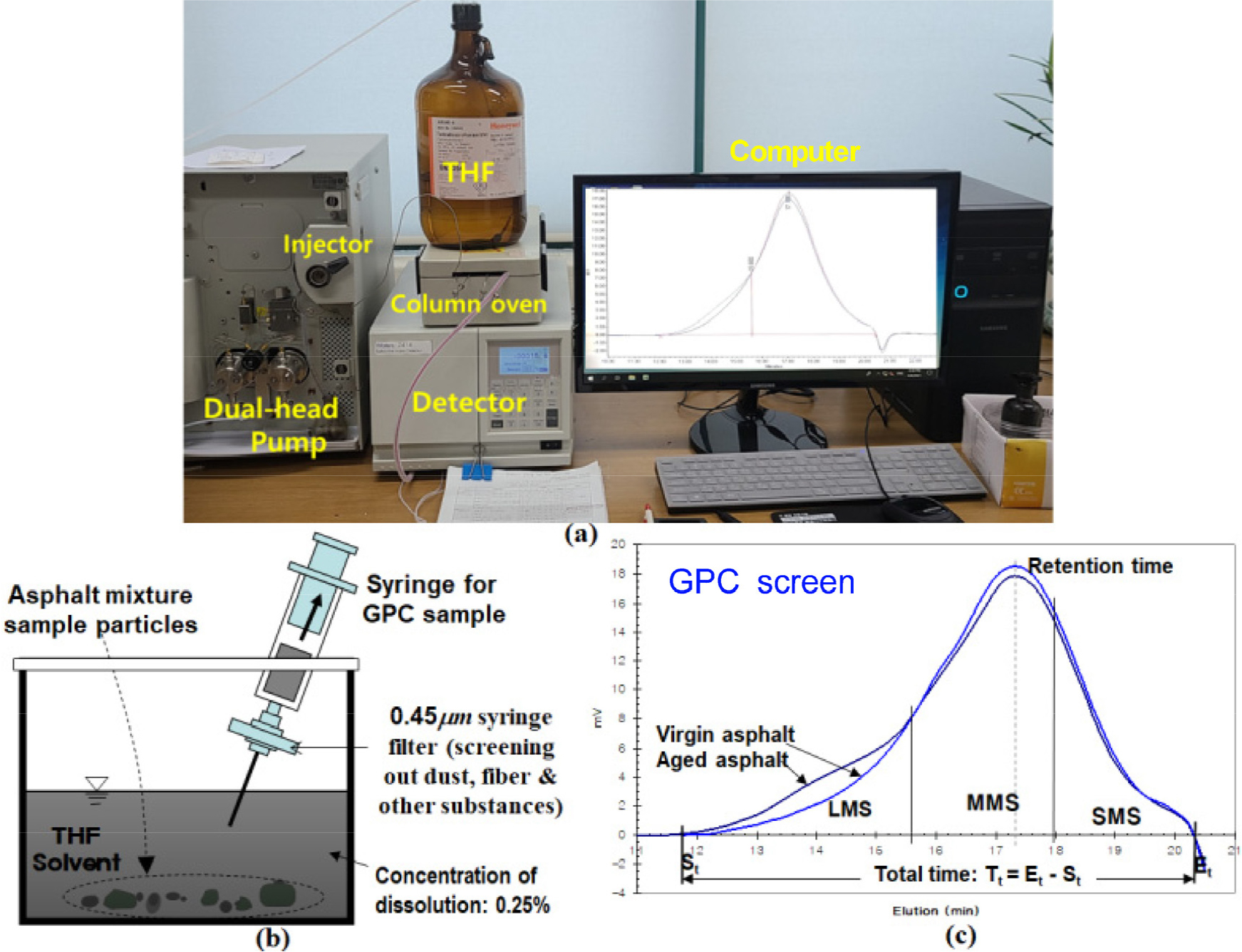
시험대상 아스팔트에서 무작위로 채취된 소량(약 0.1 g)의 샘플을 THF(tetra-hydro-furan: THF) 용매에 0.25% 농도로 녹인다. 시험대상이 아스팔트 바인더가 아니라 RAP과 같은 혼합물이라면 약 5 g 이하 소량을 무작위로 채취하여 아스팔트 함량을 근거로 THF 용매에 0.25% 농도로 녹인다(Kim et al., 2006, 2007). 그리고 그 아스팔트가 녹은 용액을 Fig. 5(b)와 같이 0.45 µm 주사기용 필터로 걸러서 1회에 50 µl의 시료를 주입기(injector)에 넣고 GPC 시험을 수행하였다. 1회 시험은 30분이 걸리며 한 종류의 시료 당 3회의 실험으로 LMS를 구하고 그 평균을 분석에 사용하였다.
Fig. 5(c)에서 보여주듯이 크로마토그램은 분자 입자의 분포를 보여주는 하나의 곡선이며, 이 곡선이 base line과 이루는 전체 면적(100%) 중 필요한 구간의 면적비(%)를 구하여 분석에 사용하였다. 아스팔트가 노화되면 점도가 높아지며 이를 GPC 분석하면 LMS 비율이 상대적으로 크게 나타난다(Kim and Burati, 1993; Kim et al., 2015). 노화된(Aged) 아스팔트는 신규(Virgin) 아스팔트보다 LMS 부분이 불룩하여 상대적으로 비율이 높게 나타나는 것을 Fig. 4(c)에서 보여준다. 반면에 상대적으로 중형 분자(medium molecular size: MMS)와 소형 분자(small molecular size: SMA)는 비율이 줄어든다.
LMS는 AV와 같이 일반적으로 알려진 물리적 값이 아니므로 국토부의 노화도 기준은 AV 값으로 나타낸다. LMS 값은 아스팔트 바인더는 물론 혼합물로부터도 약 2시간에 정밀하게 측정이 가능하다(Kim et al., 2006). 이에 비해 AV의 측정은 바인더 경우도 노화가 심하면 하루 이상이 소요된다. 게다가 혼합물로부터 바인더를 추출・회수하여 AV를 측정하려면 추출・회수를 통한 실험용 바인더 준비에만 최소 하루가 걸리고 AV 측정까지 하면 2~3일의 시간이 필요하며 시험 오차도 수반된다.
3. 결과 및 고찰
3.1 RAP 노화도 추정
RAP 제조 시에 사용된 원 아스팔트는 알 수가 없으나, 국내에서 일반아스팔트 혼합물용 바인더의 90% 이상은 PG64-22이므로 RAP 바인더는 노화된 PG64-22인 것으로 추정하였다. 그러므로 LMS로 AV 추정 식을 구하기 위하여 PG64-22를 original 상태와 RTFO(rolling thin film oven), PAV(pressure aging vessel)로 처리하여 3가지 노화 상태의 AV와 LMS를 측정하였다. 그리고 같은 아스팔트로 제조한 혼합물을 3 조건(180°C로 2, 3, 4 h)으로 단기노화 처리 후 LMS를 측정하고, 추출・회수한 바인더로 AV를 측정한 결과는 Table 3과 같다. 단기노화에 사용된 혼합물은 Table 2와 같은 입도의 골재를 64-22로 혼합하여 제조한 것이며, 1.2 kg씩 보울에 넣어 180°C에서 3 조건으로 단기노화시켰다.
Table 3.
LMS and AV of 3-conditioned binders, 2 STA mixes and LMS of 2 RAPs
Table 3의 값들은 모두 3회 측정 평균이며, Original 바인더의 AV는 191.5 Pa.s이고 이를 RTFO 노화하면 415.7로 2배 이상, PAV 노화는 1.561.3으로 8배 이상 높아졌다. 그리고 신규 혼합물을 180°C에서 2, 3, 4-h 단기노화시킨 혼합물에서 추출・회수한 바인더 AV는 각각 1,841.5, 4,231.9와 8,754 Pa.s로 크게 높아졌다. 여기서 2-h의 1,841.5는 이미 PAV 이상 노화된 것이다. 게다가 180°C 2-h에서 시간이 1-h씩 늘어나면 무려 2배 이상씩 AV가 기하급수적으로 높아지는 것을 보여준다. 동절기 HMA 온도는 평균 180°C이고, 대도시 현장까지 운반대기에 보편적으로 2시간 정도 걸리는데 여기서 1-h 씩 더 지체되는 것이 단기노화에 얼마나 치명적인지를 보여준다.
Table 3에서 RAP을 제외한 데이터(6개 LMS와 6개 AV)로 회귀분석을 수행하여 최적 회귀모델(식)을 구한 결과를 Fig. 6에서 보여준다. 회귀분석에서 결정된 최적 회귀모델은 지수함수 이며 R2 = 0.9928로 매우 높아 두 특성 간 상관관계가 매우 밀접함을 알 수 있다. 이식의 x값에 LMS를 대입하면 얻어지는 y 값은 추정 AV(estimated AV: EAV)이다. 그러므로 추정 모델은 식 (4)로 나타낼 수 있고 이를 이용하여 임의의 LMS로부터 AV 값을 추정할 수 있다.
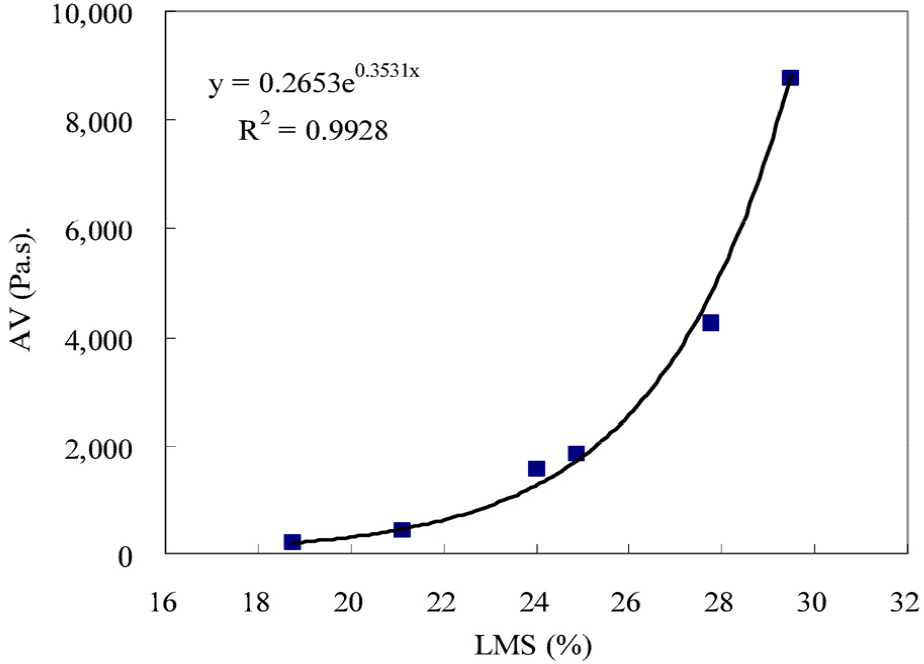
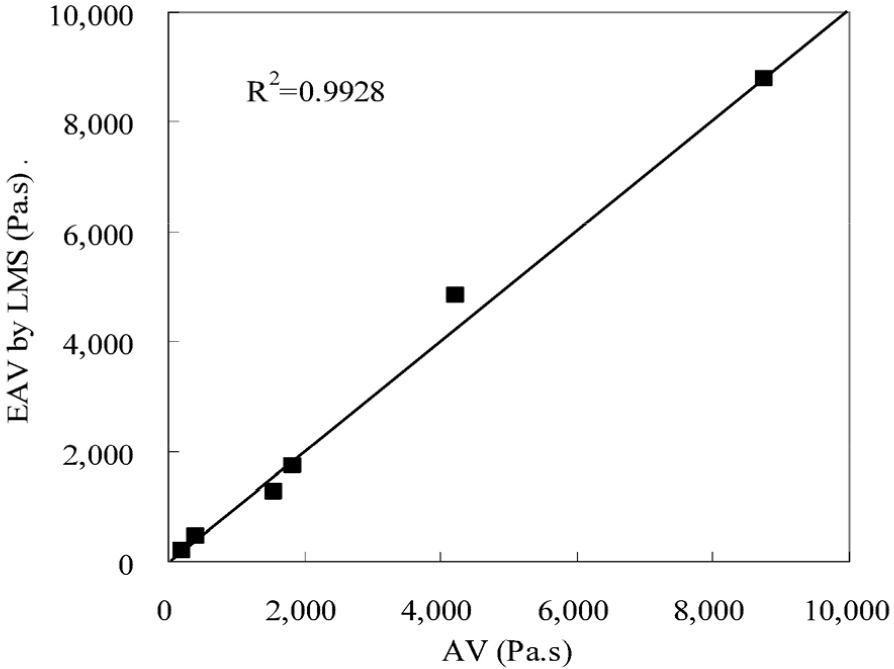
Table 4는 LMS를 이용하여 식 (4)로 계산한 추정절대점도(EAV)를 보여주며, Fig. 7은 Table 4의 EAV와 AV의 상관관계를 보여준다. R2 > 0.99로 매우 높아 LMS로부터 추정 값인 EAV는 실측 AV와 매우 상관성이 큰 것을 알 수 있다. 이 식을 이용하여 두 RAP의 EAV를 추정했으며, 평균 EAV는 1,430.5 Pa.s이다. 이는 PAV의 실측치(AV)와 추정치(EAV)의 중간 수준이다. PAV는 혼합물이 도로포장에서 5~7년 지난 상태의 아스팔트 점도를 모사하기 위한 시험기법이다(SP-1, 2003). 그러므로 본 연구에 사용된 RAP은 도로에서 약 5년 이상 공용된 포장의 것으로 추정할 수 있다.
Table 4.
Estimated absolute viscosity (EAV) by Equ. 4 using LMS
3.2 혼합물 특성
중온・순환 개질아스팔트(Warm-mix Recycled PMA: WRPMA) 혼합물의 기본 특성으로 변형강도(SD), 간접인장강도(ITS), 인장강도 비(TSR) 및 휠트랙킹(WT) 시험으로 동적안정도(DS)를 측정하였다. 각 시험방법은 2장에서 설명하였으며 그 결과를 Table 5에 보여준다. TRS의 경우 순환혼합물은 동결과 수침을 거치고 ITSwet를 측정한 것이며, 순환이 아닌 혼합물들은 동결 없이 수침만 거친 것이다. 또한 TSR의 기준은 일반은 0.8 이상이고 순환혼합물은 0.75 이상이다. 앞서 언급하였듯이 4번 혼합물은 경남 진해 부산신항의 한 중차량 도로 표층에 시험 포장을 수행한 것이다. 시험 포장은 2025년 12월 6일 시행하였으며 현장 생산혼합물 샘플을 무작위로 채취하여 강원대 실험실로 배송하여 각종 특성시험을 수행한 것이다.
변형강도(SD)는 국토부 배합설계 기준 4.25 MPa 이상을 모두 만족하였고, 간접인장강도(ITS)도 모두 기준 이상으로 높았으며 인장강도비(TSR)의 경우 순환혼합물 기준인 0.75는 물론 일반혼합물의 기준 0.8도 모두 만족하였다. 동적안정도(DS)도 모두 기준인 3,000 pass/mm를 만족하였다.
Table 5의 4가지는 모두 개질 혼합물이다. 본 연구 대상인 3번 중온 순환을 1번의 가열 일반(비순환)과 비교하면, SD는 다소 낮으나 ITS와 DS는 오히려 높고 TSR은 같다. SD가 다소 낮은 점을 가열과 중온의 차이로 보기는 너무 미미하고, 나머지는 같거나 높아 150°C로 제조된 것과 180°C로 제조된 것의 차이는 구분하기 어렵다고 판단된다. 그리고 ITS와 DS는 강성 관련 특성으로 그 차이는 적지만 3번이 다소 높아 RAP의 영향이 다소 있다고 볼 수 있어, 순환혼합물의 특성이 조금 나타난 것으로 사료된다.
Table 5.
Performance test results of virgin and recycled mixtures
또한 3번과 2번은 같은 중온 혼합물이므로 순환과 비순환 차이만을 비교하면 3번이 전부 조금씩 높게 나타나 순환에 포함된 RAP의 영향이 다소 나타난 것으로 볼 수 있다. 앞의 경우와 같이 완전 회생하지 못한 높은 강성의 RAP의 존재가 특성시험에 나타난 것으로 볼 수 있다. 한편, 3번과 4번은 실험실과 현장 혼합물을 비교한 것으로, 현장 혼합물이 전체적으로 다소 낮았다. 하지만 국토부 중차량 도로포장 기준은 모두 다 만족하고 있어, 좀 낮은 것은 품질 관리상 불확실성이 큰 현장 여건(예, SM 공법의 비빔시간 차이 등)이 반영된 것으로 판단된다. 따라서 No. 3 혼합물(WRPMA)은 150°C에서 제조된 중온・순환・개질임에도 180°C 가열・개질이나 같은 150°C 비순환・중온・개질과 비교하여 PG76-22 혼합물로서 손색이 없는 것을 확인할 수 있었다.
순환혼합물의 경우 충분한 융해와 회생이 없으면 혼합물이 고르게 혼합되지 못하고 특성 평가에서 강도 값들이 비순환 혼합물에 비하여 오히려 상당히 높게 나타난다. 그러나 Table 5에서 보듯이 3번 혼합물의 값들을 보면 SD의 경우 HPMA보다 다소 낮고, ITS는 다소 높다. 그리고 TSR의 경우 순환혼합의 RAP이 플랜트에서 회생이 되지 못한 경우 이질적 재료인 RAP과 신규 재료의 흡착(adsorption)이 어려워 결합력이 떨어질 수 있다. 이 경우 혼합물에 수분이 침투・동결되면 박리가 쉽게 발생하여 TSR이 상대적으로 낮을 수 있다. 그러나 본 WRPMA의 경우 실험실이나 현장 혼합물 모두 그러한 취약성을 보이지 않고 가열 개질과 대등하게 좋은 결과를 보여, 중온・순환 혼합물임에도 개질아스팔트의 효과를 잘 보여주었다.
이상의 결과는 HPMA 보다 약 30°C 낮은 온도에서 같은 PG 등급의 바인더로도 대등한 혼합물, 그것도 RAP이 30% 포함된 순환혼합물을 만들 수 있었고, 그 성능도 대등하다는 것을 보여준 것이다. 이는 사용된 중온 개질바인더가 적용 온도 150°C 수준에서 동점도가 낮은 점, 사전 GPC로 측정한 LMS를 통해 절대점도를 추정하고 그에 따라 결정된 적정비율의 RJ 적용, 그리고 혼합 시 효율을 극대화할 수 있도록 단계적 혼합공법의 적용 등의 복합 효과라 할 수 있다.
비 개질 순환혼합물의 경우 RAP의 회생 여부를 평가하기 위하여 순환혼합물 바인더를 추출・회수하여 AV 값을 측정하여 그 값이 500 Pa.s 이하 인지 여부를 판정한다. 여기서 500 Pa.s는 순환혼합물의 노화된 바인더가 제대로 회생 되었는지에 대한 국토부 기준이다. 그리고 이를 직접 AV 측정 시험 대신 GPC 시험을 통한 LMS로부터 EAV로 확인할 수 있다. 그러나 “개질 순환” 아스팔트 혼합물에 대한 기준은 없으므로 이 평가는 생략하였다.
4. 결 론
본 연구에서는 중온개질 아스팔트(Warm-mix PMA: WPMA)와 재생첨가제(rejuvenator: RJ)를 사용하여 중온・순환(RAP 30%) 개질아스팔트(Warm-mix Recycled PMA: WRPMA) 혼합물을 150 ± 5°C에서 제조하여 그 성능을 비교 평가하였다. 110°C의 RAP과 163 ± 5°C의 신규 바인더(WPMA+RJ)를 1차로 비비고, 163 ± 5°C의 신규골재를 넣어 2차로 비비는 국토부 단계적 혼합공법으로 제조하고, 가열 개질(HPMA) 혼합물과 일반 중온개질(WPMA) 혼합물과 공용 특성을 비교 평가한 결과 아래와 같은 결론을 얻었다.
1. 중온・순환 개질아스팔트(WRPMA) 혼합물과 비교용으로 제조한 중온 개질 혼합물(WPMA)과 가열 개질아스팔트(HPMA) 혼합물과의 공용특성능을 비교한 결과, WRPMA 혼합물은 PG76-22 HPMA 혼합물과 대등한 품질을 보이며 중차량 도로포장용 특성 기준을 모두 만족하였다.
2. 이렇게 중온 수준에서 순환・개질 혼합물 제조가 가능한 것은 RAP 바인더의 노화도를 GPC로 신속히 판단하여 재생첨가제(RJ)를 적정비율 사용하고, 중온 수준에서 동점도가 낮은 WPMA 사용과 단계적 혼합공법을 적용한 효과에 기인하는 것으로 판단된다. 그 결과 일반 WPMA 혼합물보다는 다소 높고 HPMA 혼합물보다는 다소 낮거나 대등한 특성의 혼합물을 얻을 수 있었다.
3. 실험실과 현장 혼합물을 비교한 결과 현장 혼합물의 특성치가 전체적으로 다소 낮게 나타났다. 하지만 국토부 중차량 도로포장 기준은 모두 다 만족하는 수준이며, 좀 낮은 값을 보인 것은 여건상 불확실성이 큰 현장 상황이 반영된 것이라 판단된다.
4. 이와 같이 순환혼합물을 개질을 통해 중온 수준에서 제조가 가능하게 한 것은 순환 아스콘의 품질 향상에 획기적 도움이 되며, 표층에서도 공용수명 향상, 에너지절감, 환경문제 개선에 큰 도움이 되는 획기적 기술이 될 것으로 사료된다.
5. 하지만 본 연구는 아직 한정된 숫자의 데이터와 짧은 기간에 얻어진 결과에 근거한 것이므로, 보다 신뢰도 높은 결론을 위해 향후 보다 넓은 지역의 골재, RAP 등과 실제 아스팔트 포장에 적용으로부터 많은 데이터를 통한 심도 있는 연구가 필요하다.
