

1. 서 론
2. 적정성능 구현을 위한 문헌분석 및 현장조사 결과
2.1 실내 배합설계 적정성 검토
2.2 현장 다짐공정의 적정성능 구현을 위한 시공 프로세서 개선방향
2.3 타이어롤러 시공 현장 조사분석
3. 굵은 골재의 공극률(VCA) 개념과 이를 고려한 SMA 배합설계 적용 제언
3.1 VCA 개념
3.2 VCA 측정 방법
3.3 VCA 개념을 적용한 SMA 배합설계 절차
4. 결 론
4.1 VCA 기반 배합설계 절차 적용 가능성 확인
4.2 타이어롤러 적용 시공 품질 향상 효과 확인
1. 서 론
최근 기후변화의 영향으로 여름철 고온과 겨울철 저온이 반복됨에 따라 SMA(Stone Mastic Asphalt) 포장의 조기 파손 사례가 증가하고 있다(안철홍 등, 2024). SMA는 골재 간 맞물림 효과를 극대화하여 높은 내구성과 소성변형 저항성을 확보하는 혼합물로 널리 적용되고 있다. 하지만 국내에서는 국외와 달리 배합설계 단계에서 골재 맞물림 확보를 위한 정량적 평가 기준이 미흡하고, 현장 시공 단계에서도 최적화된 다짐 품질 확보에 어려움이 존재한다. 국외에서는 골재 간 맞물림을 정량적으로 평가하기 위해 배합설계 시 굵은 골재 공극률(VCA, Voids in Coarse Aggregates)을 활용하여 SMA 혼합물의 구조적 안정성을 체계적으로 확보하려는 시도가 이루어지고 있다. 그러나 국내 SMA 설계에서는 이러한 기준이 아직 적용되지 않고 있으며, 체계적인 설계-시공 연계 관리 또한 부족한 실정이다.
이에 본 연구에서는 SMA 포장의 적정성능 구현을 위해 VCA 기반 배합설계 절차를 제안하여 설계 적정성을 검토하고자 한다. 또한, 설계 결과에 기반하여 SMA 포장시공 시 타이어롤러의 적용성을 문헌분석과 현장조사를 통해 평가하고 VCA 기반 설계와 연계한 시공 품질 확보 가능성을 문헌적으로 검토함으로써 국내 SMA 포장의 설계-시공 일체화 방향을 제시하고자 한다.
2. 적정성능 구현을 위한 문헌분석 및 현장조사 결과
SMA 혼합물은 굵은 골재의 골격 구조(골재 골격 구조)를 형성하여 차량 하중에 대한 저항성을 높이는 것을 주요 설계 목표로 한다. 이러한 골재 골격 구조는 골재 간의 맞물림 효과를 통해 형성되며, 혼합물의 내구성과 소성변형 저항성을 크게 향상시킨다. 골재 맞물림의 형성 여부를 정량적으로 평가하기 위한 대표적인 방법으로는 VCA 지표가 널리 활용되고 있다. VCA 평가는 굵은 골재의 다짐 상태 공극률()과 굵은 골재의 혼합물에서의 공극률()을 비교하여 골재 골격 구조의 확보 여부를 판단한다. 일반적으로 가 보다 작으면 적절한 골재 맞물림이 확보된 것으로 평가한다. Brown et al.(1998)은 이러한 VCA 기반 설계 절차를 체계적으로 정리하였으며, 미국에서는 이러한 VCA 기반 설계 절차에 따라 굵은 골재 다짐 단위중량 측정을 ASTM C29(AASHTO T19)에 준거하여 수행하도록 하고 있다. 그러나 국내 SMA 배합설계에서는 VCA 기반 정량적 골재 맞물림 평가는 일반적으로 적용되지 않고 있다.
한편, 일부 국외 사례에서 SMA 시공 단계에서는 타이어롤러를 적용하여 SMA 포장의 다짐 성능을 향상할 수 있는 것으로 보고되고 있다. Fujita and Tsukimoto(2017)는 일본 홋카이도 지역 사례에서는 수평 진동롤러와 타이어롤러를 조합한 시공에서 기존 머캐덤롤러 단독 대비 평탄성과 다짐 품질이 우수하게 확보된 결과를 제시하였다. 국내에서는 Jung et al.(2025)이 타이어롤러 적용 현장에서 LFWD(Light Falling Weight Deflectometer) 시험 등을 통해 SMA 포장층 하부의 밀도 향상과 부착력 개선 효과를 확인하였다. 따라서 본 연구에서는 VCA 기반 설계 절차를 적용한 SMA 혼합물의 골재 골격 구조 형성 여부를 실내 시험을 통해 검증함과 동시에, 현장 시공 단계에서 타이어롤러 적용 현장의 시공 프로세서를 조사 분석하여 국내 SMA 포장의 적정성능 구현 가능성을 검토하고자 한다.
2.1 실내 배합설계 적정성 검토
SMA 혼합물에서 굵은 골재 골격 구조의 형성은 포장체의 구조적 안정성과 소성변형 저항성 확보에 핵심적인 역할을 한다. 이에 따라 설계 단계에서 골재 맞물림의 형성 여부를 정량적으로 평가하고 이를 설계 변수로 활용하는 것이 중요하다. Brown et al.(1998)은 SMA 혼합물 배합설계 시 골재 골격 구조 형성을 평가하는 방법으로 VCA 지표 활용을 제안하였다. VCA 평가는 골재 간 공극률을 기준으로 골재 맞물림 상태를 간접적으로 판단하는 방식으로, 굵은 골재만의 다짐 상태에서 측정한 와 혼합물 상태에서 측정한 값을 비교하여 평가한다. 일반적으로 가 보다 작을 때 골재 맞물림이 적정하게 확보된 것으로 판단되고 있다. 측정은 ASTM C29(AASHTO T19) 절차에 따라 굵은 골재의 다짐 단위중량을 측정한 후 산정하며, 는 혼합물의 밀도와 골재 비율을 바탕으로 산출한다. 이러한 VCA 기반 설계 절차는 골재 골격 구조의 형성 여부를 정량적으로 검증할 수 있어, SMA 혼합물 설계의 품질 확보에 효과적인 도구로 활용될 수 있을 것으로 판단된다.
그러나 국내 SMA 배합설계에서는 VCA 기반 정량적 평가가 일반적으로 적용되지 않고 있다. 따라서 본 연구에서는 국내에서 사용되는 골재 및 혼합물에 대해 VCA 기반 설계를 수행하기 위한 시험절차를 적용하기 위해 소개하고자 한다.
2.2 현장 다짐공정의 적정성능 구현을 위한 시공 프로세서 개선방향
배합설계 단계에서 골재 골격 구조가 적정하게 확보되더라도, 현장 시공 과정에서 이를 유지하고 최종 포장체로 구현하는 것이 또 하나의 중요한 과제이다. SMA 혼합물은 높은 점도와 굵은 골재 비율로 인해 다짐이 용이하지 않으며, 적절한 다짐장비 선정과 시공 공정 관리가 품질 확보에 큰 영향을 미친다. 특히 혼합물의 부착 문제로 인하여 사용이 금지된 타이어롤러는 최근 해외에서 SMA 포장의 다짐 성능 향상에 적용한 후, 다짐 시 사용이 가능하며 일부 문헌에서는 새로운 비석유계 이형제가 도입됨에 따라 타이어롤러의 도입이 효과적이라고 제시되고 있다(CAPA, 2020).
타이어롤러는 혼합물의 반죽 효과를 통해 골재 재배치를 유도하고, 철륜롤러 사용 시 발생할 수 있는 브리징(bridging) 현상을 완화하여 하부층까지 균일한 밀도 확보에 유리한 것으로 알려져 있다. 최근 국내 연구에서도 타이어롤러 적용 시 포장층 하부의 밀도 및 부착강도 향상 효과가 확인되었으며, 이는 시공 품질의 향상뿐 아니라 포장체 전반의 구조적 성능에도 긍정적인 영향을 미칠 수 있는 것으로 평가된다. 다만, Table 1과 같이 본 연구에서 조사·분석한 결과 SMA 혼합물 특성상 타이어롤러 적용 시 부착방지제 사용과 적정 다짐 온도 관리가 필수적이며, 이러한 요소들이 시공 품질에 직접적인 영향을 미치는 것으로 나타났다.
Table 1.
Comparison of vibrating tandem and pneumatic tire rollers used for SMA pavement compaction
따라서 본 연구에서는 VCA 기반 설계를 통해 확보된 골재 골격 구조가 현장 시공 단계에서도 유지될 수 있도록 최적의 시공 프로세서 개선 방향으로 타이어롤러 적용성을 검토하기 위해, Table 2와 같이 성공적으로 타이어롤러를 적용한 해외 현장의 사례들로부터 국내 적용성을 분석하여 현장에서 타당성을 확인하고 개선방안으로 제시하고자 한다.
Table 2.
Overview of Trial Construction on SMA Pavements in Arterial Roads (CERI, 2015; 17th AAPA, 2017)
본 연구의 문헌분석 결과를 토대로 2가지 프로세서 방안을 제안하고자 한다. 첫 번째 국내 현장의 아스팔트 기층 위 SMA 포장의 경우 1차 다짐에서 국내 지침을 따라 머캐덤 롤러를 사용하여 다짐한 후 일본에서와 같이 2차 다짐에 진동 탄뎀롤러를 적용하고 3차 다짐에 타이어롤러를 적용하는 다짐 공정이 적정성능을 발현할 것으로 기대된다. 두 번째 콘크리트 포장 위 SMA포장 포설의 경우에는 2차 다짐 시 부착방지제가 적용된 타이어롤러 다짐을 실시하고, 3차 다짐 시 무진동 탄뎀 공정이 적정성능 발현을 위한 시공 프로세서로 제안하고자 한다.
2.3 타이어롤러 시공 현장 조사분석
본 연구에서 제안한 최적의 시공 프로세서 개선 방향으로 타이어롤러 적용성을 검토하기 위해, 타이어롤러를 적용한 현장 시험시공을 통해 적정 다짐공정 구성과 시공 품질 확보 가능성을 평가하였다. 본 연구에서는 SMA 혼합물의 품질 개선을 위한 배합설계 적정성 검토 및 타이어롤러 적용성을 평가하기 위해 00고속도로 부산방향 구간(19.8 km 부근)에서 콘크리트 포장 위 SMA 표층 덧씌우기 시험시공 구간에 대하여 현장조사를 수행하였다. 조사 대상 구간은 노후 줄눈 콘크리트 포장을 10 cm 절삭 후 SMA 혼합물을 5 cm 두께로 덧씌우는 시공 방식이 적용되었다. 중간층 및 표층에는 13 mm 개질(PG76-22) SMA 혼합물이 사용되었고, 약 150°C에서 포설되었다. 시험시공은 Fig. 1과 같이 진행되었으며, 다짐은 본 연구에서 제안한 두 번째 콘크리트 포장 위 SMA포장 포설의 경우로서 머캐덤롤러(1차), 타이어롤러(2차), 탄뎀롤러(3차) 순으로 시행되었다. 각 단계별 계획 다짐온도 및 속도는 Table 3과 같다.
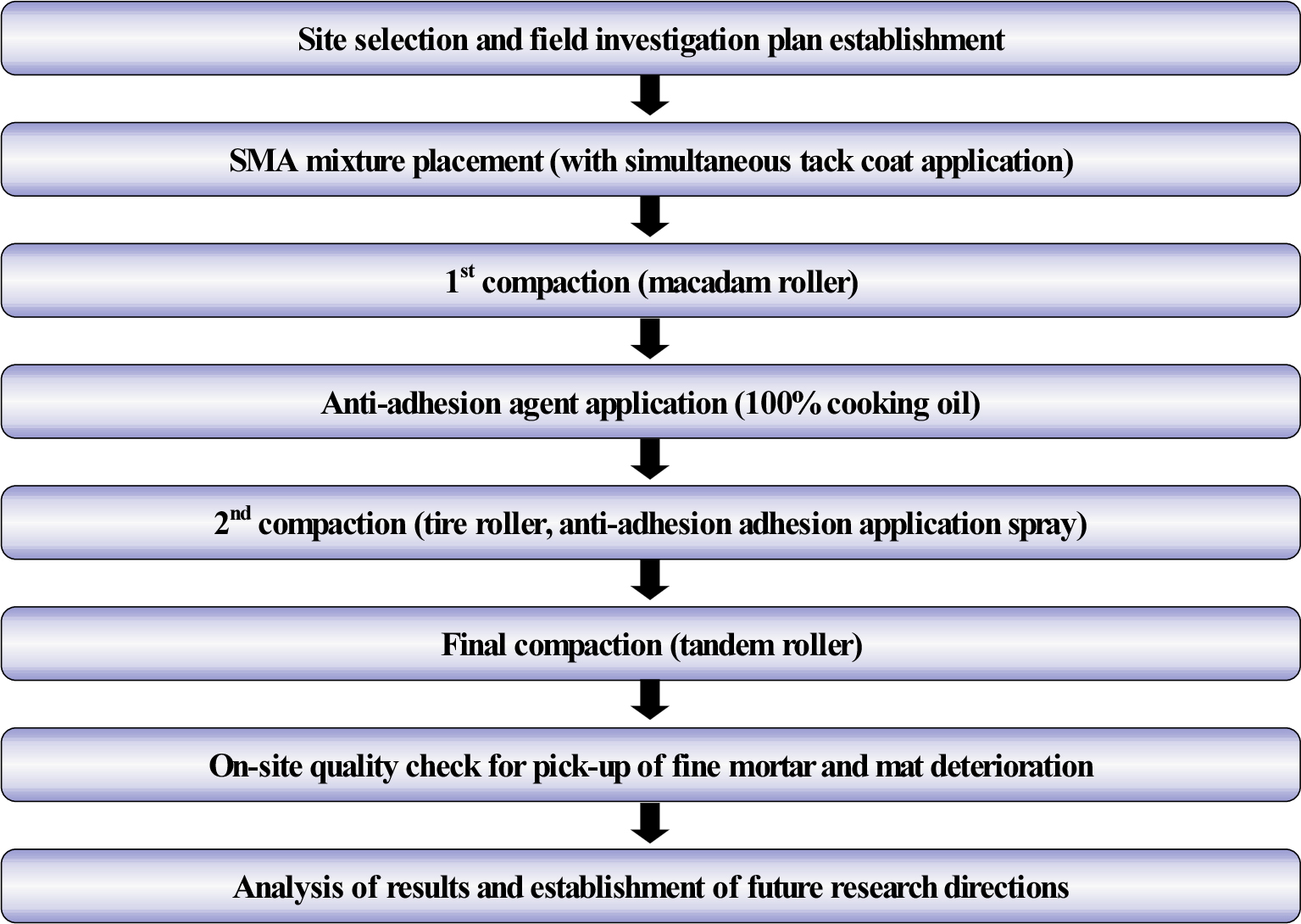
Table 3.
Compaction conditions of the three types of rollers used in SMA test construction



시험시공 구간에서의 다짐작업은 3단계로 구성되었다. 첫 번째 단계에서는 13톤 머캐덤 롤러를 이용하여 130~150°C의 온도에서 4~6 km/h 속도로 초기 다짐을 수행하였다. 이 과정은 SMA 혼합물의 초기 평탄성 확보 및 표층과 하부층 간의 일차적 결합을 강화하기 위한 중요한 단계이다. 두 번째 단계에서는 15톤 타이어롤러를 이용하여 90~110°C의 온도에서 2~3 km/h 속도로 중간 다짐을 진행하였다. 타이어롤러는 기존 철륜롤러에 비해, 보다 균일한 압력 분산 효과를 제공하여 골재 간 맞물림 구조를 강화하고 포장층 내부 밀도를 향상할 수 있다. 마지막으로 12톤 탄뎀롤러를 사용하여 70~80°C의 온도에서 3~4 km/h 속도로 최종 다짐을 완료하였다. 이 최종 다짐은 포장면의 평탄성과 내구성 확보를 위한 필수적인 과정이다.
본 연구에서 현장 조사한 내용은 다음과 같다.
2.3.1 부착방지제 적용성 현장조사
다짐 시 혼합물이 타이어롤러에 달라붙는 현상을 예방하기 위해 Fig. 2와 같이 타이어롤러를 투입하기 전에 사전 작업을 시행하였다. 우선 부직포에 식용유(또는 부착방지제)를 충분히 살포하고 타이어면 전체에 식용유(부착방지제)가 충분하게 코팅되도록 타이어롤러를 충분히 왕복 운동시켰다. 이후 표면온도가 약 50°C인 포장면에서 시운전을 하여 타이어의 온도를 올렸다. 실제 다짐 작업 중에는 노즐을 통해 식용유(또는 부착방지제)을 살포하여 타이어 면의 코팅을 유지하도록 하였다.

이러한 사전 작업 후 타이어롤러를 투입한 결과, 다짐 과정에서도 혼합물의 탈리 및 타이어 부착 현상이 관찰되지 않는 등 전반적으로 시공 상태가 양호하였다. 이를 통해 부착방지를 위한 절차, 즉 식용유(부착방지제) 코팅 및 예열하는 과정의 적절성을 입증하는 것으로 사료된다. 하지만 부착방지제의 효과와 SMA 혼합물의 장기적 부착 성능을 평가하기 위해서는 추후 인장 및 전단 시험 등 추가적인 현장시험으로 실증 필요성이 있다. 향후 이와 같은 부착방지제 적용 및 다짐 방법의 세부 절차를 공사 시방서에 구체적으로 반영하여 다양한 현장 조건에서도 동일한 품질이 유지될 수 있도록 전파할 필요가 있다.
2.3.2 다짐온도 현장조사
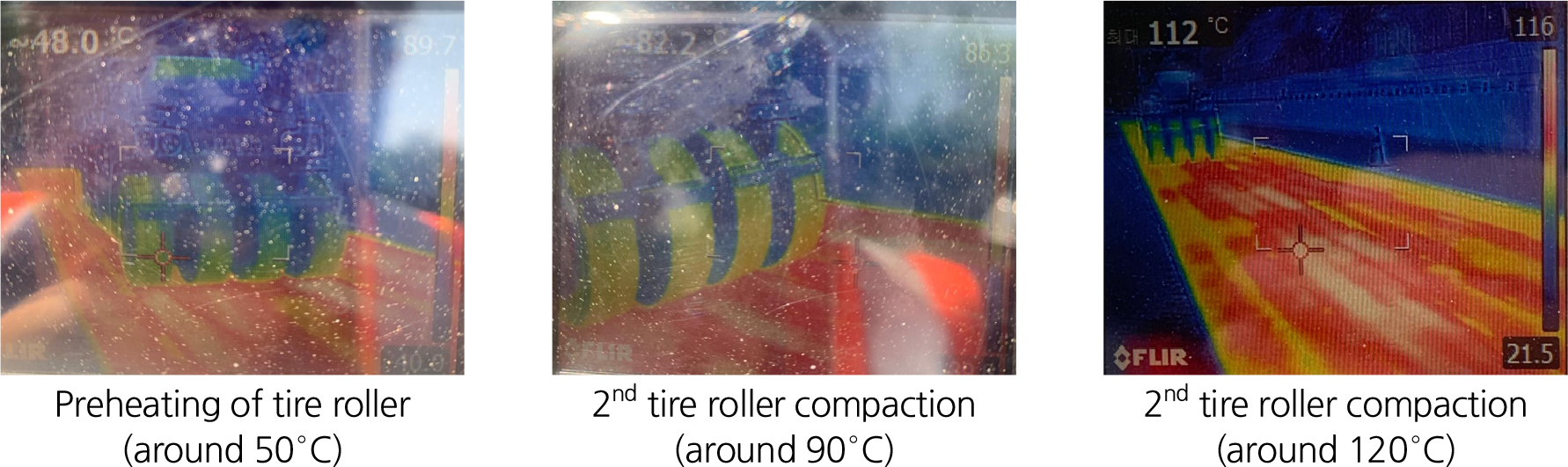
타이어롤러 다짐은 예열 과정과 본 다짐으로 두 번에 걸쳐 Fig. 3과 같이 수행되었다. 1차 다짐 후 약 50°C로 식은 노면에서 롤러 예열을 진행한 뒤, 아스팔트 표면온도가 80~120°C일 때 두 번째 다짐을 시행하였다. 다짐 속도는 약 3~5 km/h로 설정되었으며, 현장 장비 기사의 판단에 따라 다짐 중 식용유를 추가적으로 살포하였다. 조사 결과 타이어에 혼합물이 부착되거나 다짐면에서 혼합물이 떨어지는 현상은 발생하지 않았으며, 육안으로 확인한 완성면의 평탄성도 양호하였다.
3. 굵은 골재의 공극률(VCA) 개념과 이를 고려한 SMA 배합설계 적용 제언
3.1 VCA 개념
SMA 혼합물에서 굵은 골재는 골재 간 맞물림을 위한 골격을 형성하고, 잔골재 및 세립분, 아스팔트 바인더, 섬유보강재로 구성된 매스틱은 굵은 골재로 인해 형성된 공극을 채우며 골재 간의 결합력을 확보하는 역할을 한다. 골재 간 맞물림을 최대한 확보하기 위해서 굵은 골재를 최대한 채울 수 있는 갭 입도가 사용되고 있다. 적절하게 배합설계 된 SMA 혼합물의 단면을 살펴보면 골재 맞물림이 형성된 것을 알 수 있다. 따라서 SMA의 배합설계 시 골재 입도 기준을 만족하면 골재 맞물림은 적절한 것으로 간주한다.
반면 AASHTO(2008)에 따르면 SMA 배합설계 시 굵은 골재의 공극률(VCA, Voids in Coarse Aggregates)을 기반으로 아래와 같이 골재 맞물림의 적절성을 확인하고 있다.
여기서,
: 건조 다짐 굵은 골재 공극률 (Voids in Coarse Aggregates in Dry-rodded Condition),
: 혼합물의 굵은 골재 공극률 (Voids of Coarse Aggregates of Mixture)
Fig. 4는 VCADRC와 VCAMIX의 개념을 체적 기반으로 나타낸다. VCADRC는 적절한 다짐으로 굵은 골재의 맞물림이 최대인 상태에서 측정한 공극을 의미하고, 일반적으로 체적의 30~40%를 차지한다. VCAMIX는 SMA 혼합물의 체적에서 굵은 골재만 제외한 상태의 공극을 의미한다. 참고로 VMA는 SMA 혼합물의 체적에서 굵은 골재와 잔골재를 제외한 공극을 의미한다. 여기서 골재에 흡수된 아스팔트는 골재로 치환하고, 섬유보강재는 아스팔트 바인더로 치환한다.
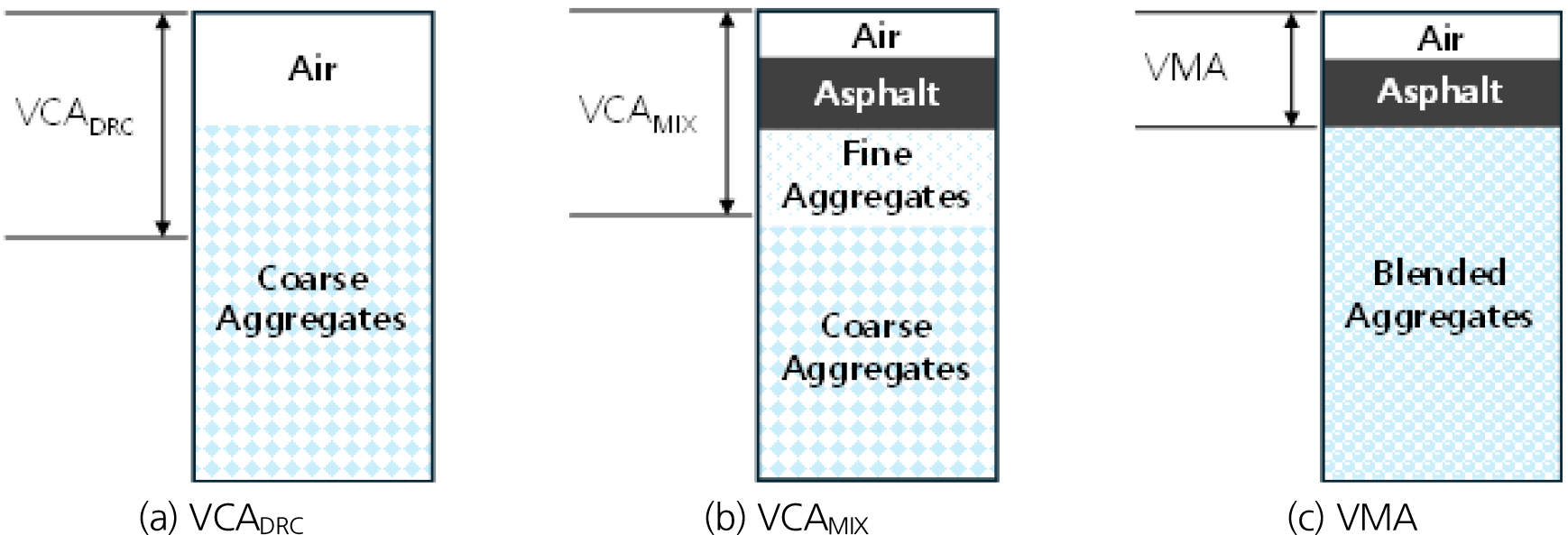
Fig. 4.
Difference between VCADRC, VCAMIX, and VMA (NAPA, 2002)
*Asphalt absorbed into the aggregates is considered part of the aggregates
3.2 VCA 측정 방법
3.2.1 VCADRC 측정
국내 SMA 배합설계에서는 건조 다짐 굵은 골재 공극률 시험을 시행하지 않는다. 반면 콘크리트용 골재의 건조 다짐 상태의 굵은 골재 공극률은 KS F 2505(2002) 기준에 따라 측정할 수 있다. 하지만 본 연구에서는 AASHTO(2008)에서 제시한 ASTM C29(2023) 기준에 따라 건조 다짐 굵은 골재 공극률(VCADRC)을 측정하였다. ASTM C29에 사용되는 장비 및 시험방법은 KS F 2505와 대부분 동일하지만, 용기의 크기 및 다짐 회수는 ASTM C29와 다소 차이가 있다. 예를 들어 공칭 최대 골재 크기(NMAS)가 4.75~40 mm인 경우 15 L의 용기를 사용하지만, 동일한 조건에서 KS F 2505에서는 2~10 L의 용기를 사용한다. 또한 1층당 다짐 회수가 ASTM C29에서는 25회로 동일하지만, KS F 2505에서는 용적에 따라 20~30회로 차등 적용된다.
건조 다짐 굵은 골재 공극률을 다음과 같이 절차로 측정한다. 굵은 골재는 공칭 최대 골재 크기가 13 mm 이상인 경우 4.75 mm체에 남은 골재를 대상으로 입도 기준에 맞도록 준비한다. 오븐에서 충분히 건조한 굵은 골재를 시험 용기의 약 1/3까지 채우고, 다짐봉(직경 16 mm, 길이 600 mm)으로 표면을 고르게 25회 다짐한다. 동일한 방식으로 나머지 2개 층을 다짐한 후, 시료의 무게를 측정하여 건조 다짐 단위중량()을 측정한다. 최종적으로 VCADRC는 굵은 골재의 비중()과 물의 단위중량()을 이용하여 다음과 같이 측정한다.
여기서,
: 굵은 골재의 비중(Bulk specific gravity of the coarse aggregate fraction),
: 물의 단위중량(Unit weight of water),
: 굵은 골재 다짐 단위중량(Dry-rodded unit weight of the coarse aggregate fraction)
3.2.2 VCAMIX 측정
SMA 혼합물의 굵은 골재 공극률은 다짐한 SMA 시편을 이용하여 다음과 같이 측정한다. 이때 VCAMIX 계산식에 필요한 모든 항목은 배합설계 시 확인할 수 있으므로 추가적인 시험은 필요하지 않다.
여기서,
: 다짐한 혼합물의 비중(Bulk specific gravity of the compacted mix),
: 굵은 골재의 비중(Bulk specific gravity of the coarse aggregate fraction),
: 혼합물에서 굵은 골재 비율(Percent of coarse aggregate in mix by weight of total mix)
3.3 VCA 개념을 적용한 SMA 배합설계 절차
본 연구에서는 KS F 2505의 골재 실적률 시험 방법을 사용하여 SMA 혼합물 배합설계 시 골재 골격 구조 확보 여부를 정량적으로 평가한 Fig. 5의 VCA 개념을 적용하였다. 또한, Brown et al.(1998)이 제시한 방법을 참고하여 Liu et al.(2024)이 적용한 배합설계 방법을 Fig. 6과 같이 국내 적용을 제언하는 바이다.

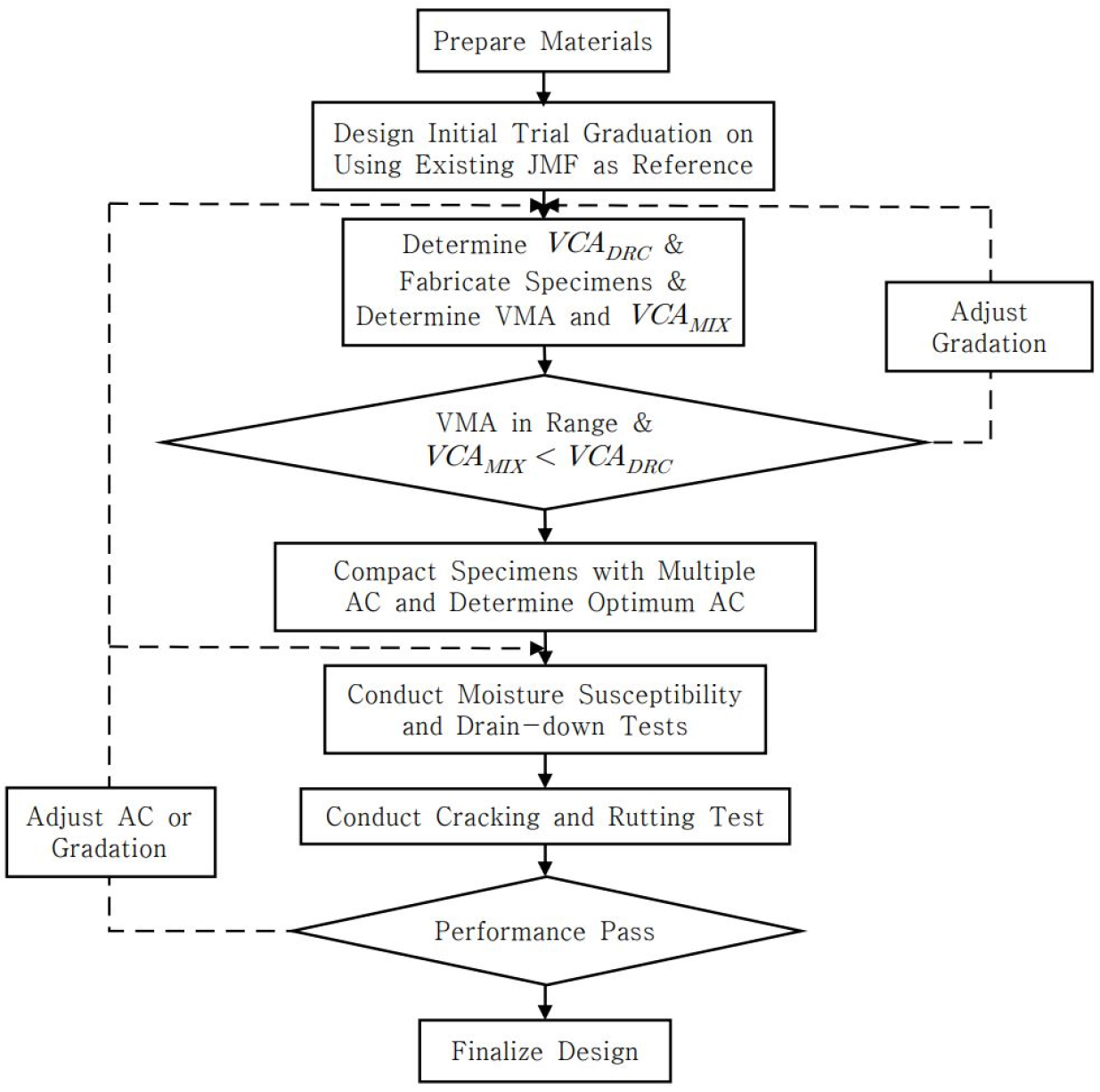
우선 SMA 혼합물에 사용되는 골재 및 아스팔트 바인더에 대한 물성 및 품질을 확인한다. 기존 배합설계 경험을 참고하여 후보 골재 입도(상/중/하)를 선정한다. 후보 골재 입도 중 4.75 mm체에 남는 굵은 골재에 대해 식 (2)를 이용하여 VCADRC를 계산한다. 혼합물의 VCAMIX를 개략적으로 확인하기 위해 후보 골재 입도에 임의의 아스팔트 함량, 예를 들어 13 mm SMA의 경우 6.5%를 혼합한 후 다짐한다. 다짐된 혼합물에 대해 식 (3)과 식 (4)를 이용하여 VCAMIX를 계산하고, VMA도 산출하고, VMA 기준과 식 (1)의 VCA 기준을 만족하는 후보 골재 입도를 최종 입도로 사용한다.
여기서 VCADRC가 증가하면 VMA가 감소하여 VMA 기준을 만족하기 어렵고 골재 맞물림도 감소할 수 있다. 따라서 식 (1)을 만족하더라도 VCADRC와 VCAMIX의 비가 1.0에 가까운 골재 입도를 사용하는 것이 바람직하다. 예를 들어 SMA 혼합물의 VCADRC가 약 40% 수준이면, 이때 VCAMIX는 30% 후반이면 적절하다고 판단할 수 있다.
만일 VCA와 VMA 기준을 만족하지 못하면 굵은 골재의 입도를 조정하여 VCADRC를 증가시키거나, 굵은 골재의 함량을 증가시켜 VCAMIX를 감소시킨다. 이러한 방식으로 골재 입도 조정 후 VCA와 VMA 조건을 만족시킨 골재 입도에 다양한 아스팔트 함량을 섞은 후 VCA, VMA 등을 만족하는 최적 아스팔트 함량을 결정한다. 이후의 과정은 일반적인 배합설계와 동일하게 시행한다.
4. 결 론
본 연구에서는 SMA 혼합물의 성능 최적화를 위하여 VCA(Voids in Coarse Aggregates) 기반 배합설계 절차를 적용하기 위한 개념과 방법론을 정립하여 제언하였고, 현장 시공 단계에서 타이어롤러 적용성을 문헌분석과 현장조사로서 시공품질 확보 가능성을 검토하였다. 주요 연구 결과는 다음과 같다.
4.1 VCA 기반 배합설계 절차 적용 가능성 확인
1) 문헌분석 결과, 국외에서는 골재 맞물림의 형성 여부를 정량적으로 평가하기 위한 대표적인 방법으로는 VCA 지표가 널리 활용되고 음을 알 수 있었다.
2) Brown et al.(1998)의 설계 절차를 기반으로 VCA 산출절차를 적용하였으며, 국내 골재 및 혼합물 특성에서도 설계 적용 가능성을 확인하였다.
3) 본 연구에서는 SMA 혼합물 배합설계 시 골재 골격 구조 확보 여부를 정량적으로 평가한 VCA 개념을 소개하고 VCA 개념을 배합설계 시 적용하고자 방법론을 정립하였다.
4.2 타이어롤러 적용 시공 품질 향상 효과 확인
1) 문헌분석 결과, 국외에서는 SMA 시공 단계에서는 타이어롤러를 적용하여 SMA 포장의 다짐 성능을 향상하고 있으므로 국내 SMA 시공 현장에서도 적용성 검토가 필요함을 알 수 있었다.
2) 현장 시험시공 결과, 타이어롤러 적용을 통해 포장층 하부 밀도 향상 및 평탄성 확보 효과가 확인되었으며, 부착방지제 적용을 통해 표면 품질 저하 없이 안정적인 시공 품질 확보가 가능함을 확인하였다.
본 연구에서 제안한 VCA 개념의 배합설계 방법론과 시공다짐 프로세서 개선안은 추후 국내 배합설계 사례들의 분석과 국내 사용되고 있는 굵은 골재들의 실내시험을 통하여 적용성을 평가하고 생산과정에 도입하여 국내 SMA포장 현장에서 개선된 시공다짐 공정으로 효과성을 분석할 것이다. 이를 통하여 국내 SMA 포장의 적정성능을 구현할 수 있을 것으로 기대된다.
