

1. Introduction
2. Full-Depth Reclamation (FDR) Process
3. Laboratory Mix Design of FDR-foam Mixture
3.1 Materials
3.2 Determination of Optimum Foaming Water Content
3.3 Determination of Optimum Foamed Asphalt Content
4. Mix Design Results
4.1 Optimum Foaming Water Content
4.2 Optimum Foamed Asphalt Content
5. Field Application of CIR-foam Mixtures
6. Conclusions
1. Introduction
Csanyi (1960) developed the original foaming process for full-depth reclamation (FDR) projects, which consisted of injecting steam into hot asphalt binder through a specially designed nozzle so that asphalt is ejected as foam. Because of the comparatively low cost of asphalt binder and the availability of virgin aggregates, the process was not widely used until 1968 when Mobil Oil Australia modified the original process by using cold water rather than steam for practical foaming operations in the field. A controlled flow of cold water was introduced into a hot asphalt stream, passed through a suitable mixing chamber, and then delivered through an appropriate nozzle as asphalt foam. During the foaming process, the asphalt binder's original volume could increase up to twenty times and the foamed asphalt binder with a low viscosity in a temporary state could be mixed with RAP materials at room temperature.
The use of foamed asphalt technology has limited application because of the difficulty in foaming the asphalt binder and the lack of a standardized mix design procedure. The technology has gained popularity in full-depth reclamation with foamed asphalt (FDR-foam) projects in Europe as well as in the Republic of South Africa due to the scarcity of paving materials in those geographical areas. Additionally, the little evaporation of volatiles from the foamed asphalt mix and the minimal runoff or leaching from stockpiles of the asphalt mixture have led to the process being viewed as environmentally friendly.
In this case study, the laboratory mix design is conducted to determine the optimum foaming water content needed to produce the best foam properties and the optimum foamed asphalt content to produce the best FDR-foam mixture.
2. Full-Depth Reclamation (FDR) Process
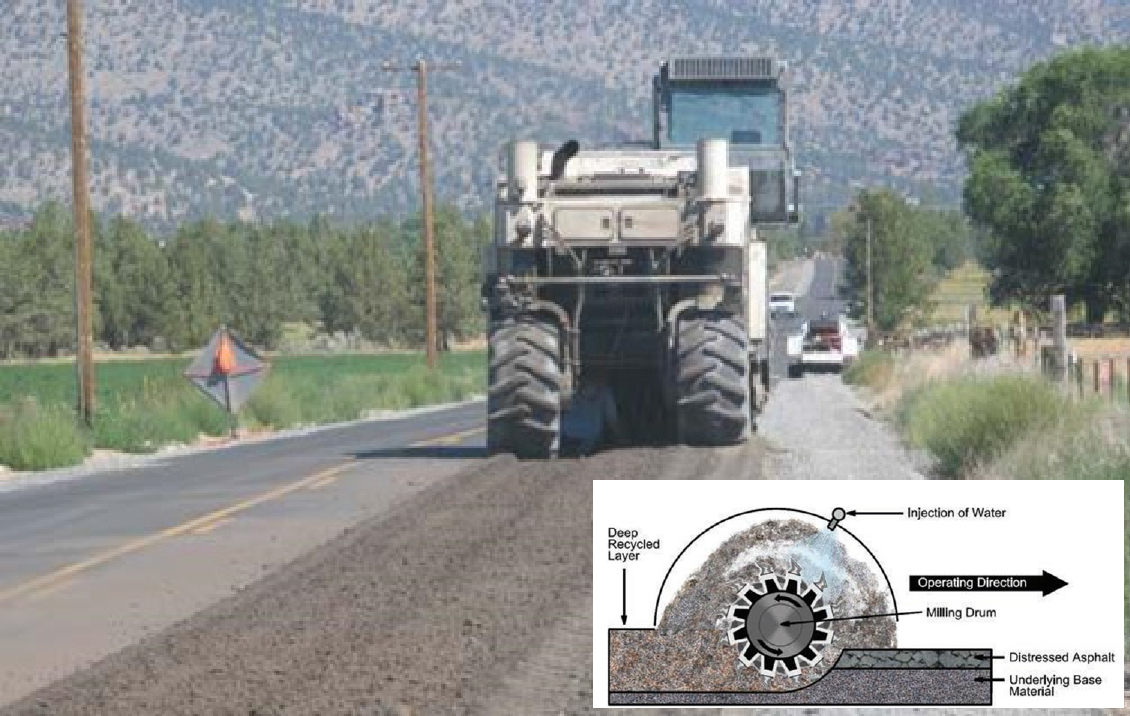
Reeder et al. (2019) defined that full-dept reclamation (FDR) is a rehabilitation process of existing asphalt pavement. As shown in Fig. 1, a conventional FDR process begins with using a road reclaimer to pulverize an existing asphalt pavement and a portion of the underlying base, subbase, and/or subgrade. By using in-place existing asphalt pavement, FDR does not require the existing pavement to be removed from the site. FDR also reduces the amount of new material to be hauled to the site compared with methods that require granular material to be trucked to the site. By limiting the effort involved in removing and disposing of existing material and in hauling and placing new material, FDR saves time and money, minimizing hauling and labor costs compared with remove-and-replace construction methods.
However, a conventional FDR process has a drawback in that the gradation of the milled RAP materials can not be controlled in place. In addition, the uniform distribution of foamed asphalt can not be guaranteed in the field. To take advantage of the controlled batch process, while minimizing transportation costs, the modern Cold mobile-batch recycling (CMR) equipment has recently been introduced, as shown in Fig. 2. The CMR is a cold asphalt batch plant that folds up into a semi-trailer. The CMR is to transport from site to site and can be set up easily without laying a foundation of any kind, saving transportation time and costs. Various cold mixtures can be made from wide range of different materials such as new aggregate, RAP materials, foamed asphalt, emulsified asphalt, Portland cement, and soil.

3. Laboratory Mix Design of FDR-foam Mixture
3.1 Materials
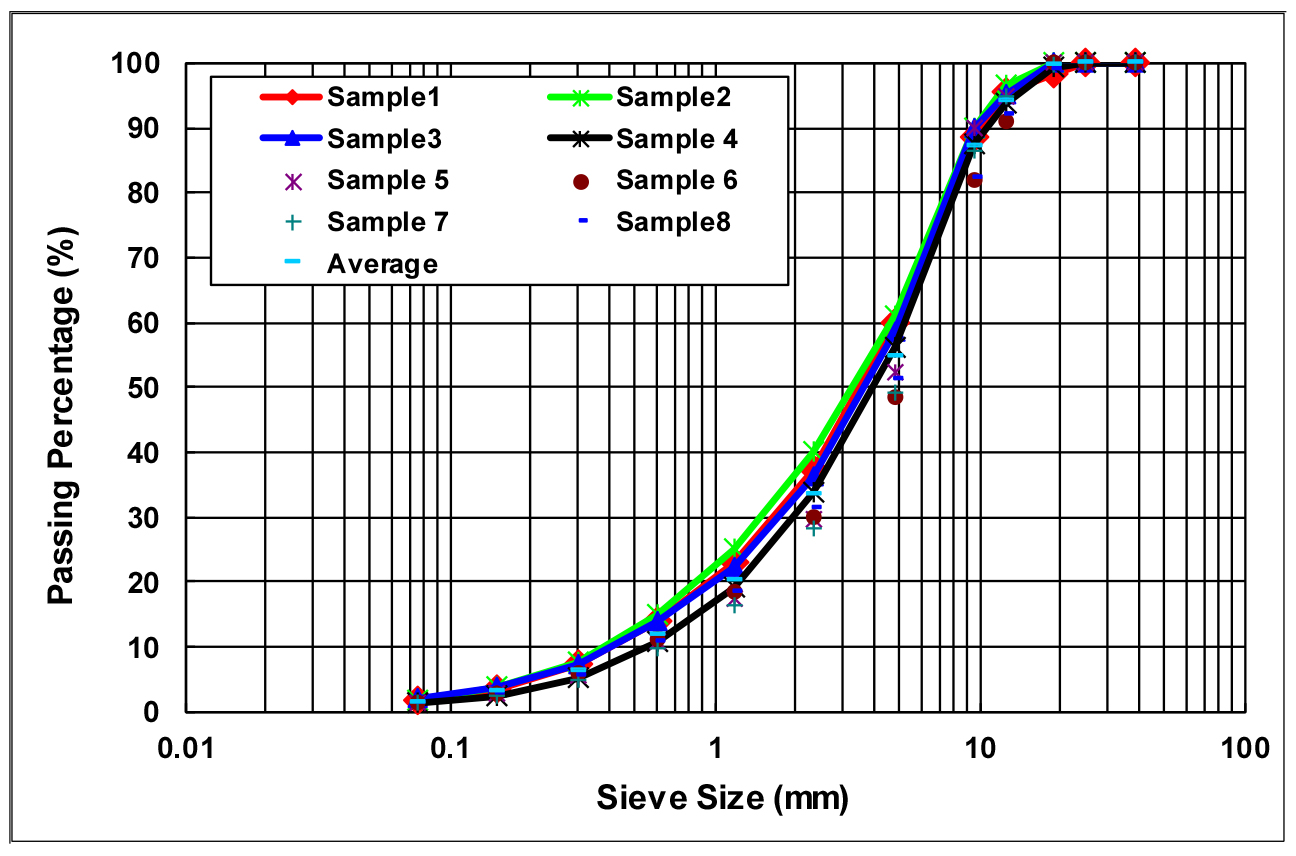
Reclaimed asphalt pavement (RAP) aggregate samples were collected from eight spots of existing asphalt pavement on Allen Road, Illinois. A total of eight RAP samples were made for gradation analysis. Fig. 3 shows the gradation analysis results of the RAP aggregates collected from Allen Road. As shown in Fig. 3, there is no significant variation among eight RAP samples.
Virgin aggregates of the fine aggregates (FA6) and coarse aggregates (CA6) also were made for gradation analysis. A conventional portland cement as a additional stabilizing material used to provide homogeneous material. Straight asphalt binder of PG 58-22 is selected to produce the foamed asphalt to prepare CIR-foam mixtures in the laboratory mix design.
3.2 Determination of Optimum Foaming Water Content
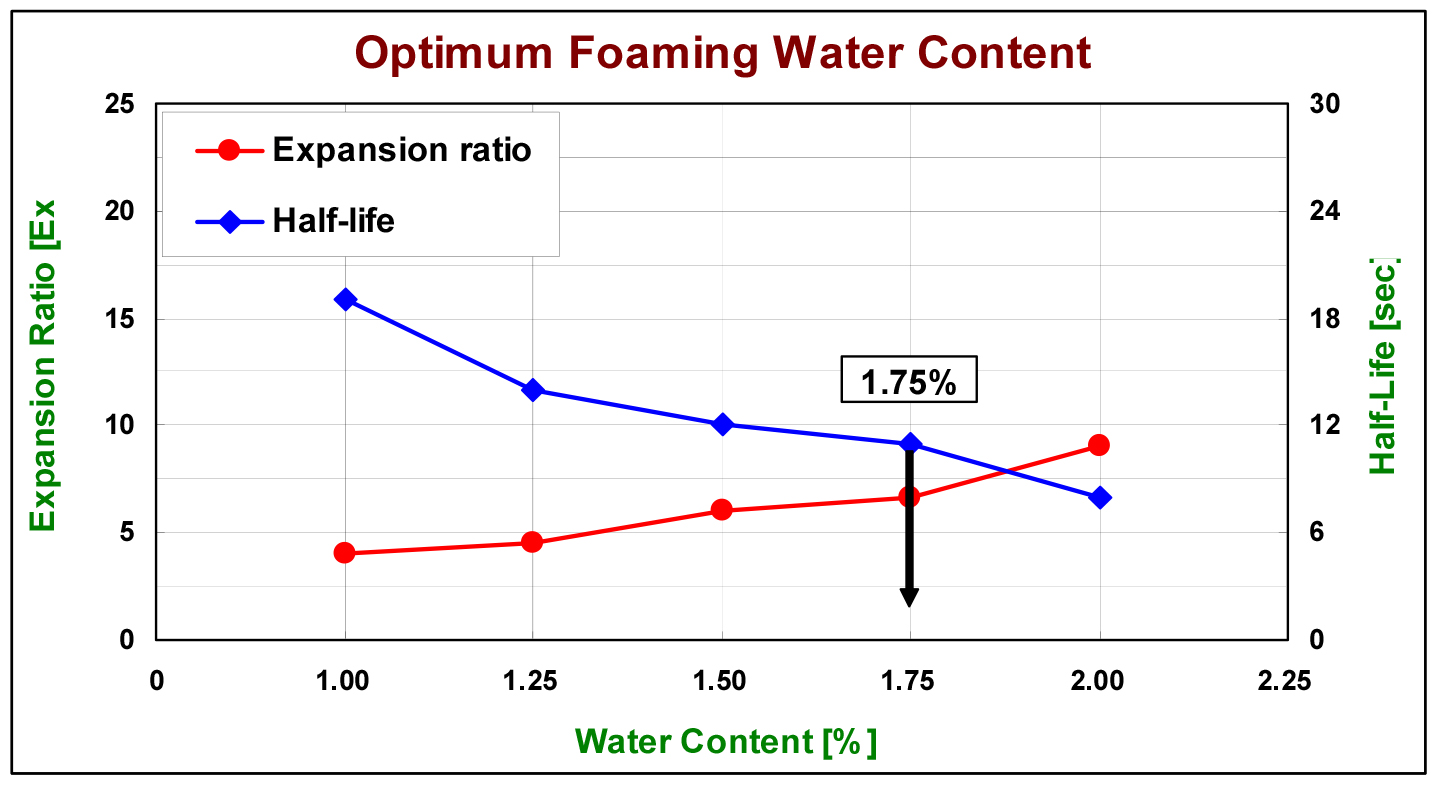
Many researchers (Muthen, 1999; Jenkins et al., 1999; Marquis et al., 2003) tried to find the optimum foaming water content through the combinations of various water contents and temperatures of asphalt binder in the laboratory foaming process. The foaming process can be characterized in terms of expansion ratio and half-life. The expansion ratio is determined by dividing the maximum expansion volume by the original asphalt volume. The half-life is defined by the duration in seconds from the maximum expansion to its half. The laboratory foamed asphalt equipment was used to determine the optimum foaming water content. The optimum foaming water content is determined by achieving maximum expansion ratio and half-life of foamed asphalt. The laboratory foamed asphalt test using asphalt binder of PG 58-22 at 170°C is conducted to determine the optimum foaming water content at water contents varying from 1.0% to 3.0%, at 0.5% increments.
3.3 Determination of Optimum Foamed Asphalt Content
Over the decades, numerous studies have been conducted in the area of evaluating and improving the mix design procedures for FDR-foam projects. Akeroyd and Hicks (1988), Brennen et al. (1983), Engelbrecht et al. (1985), and Van Wijk and Wood (1982) have researched the mix design procedure and the performance of FDR-foam mixture.
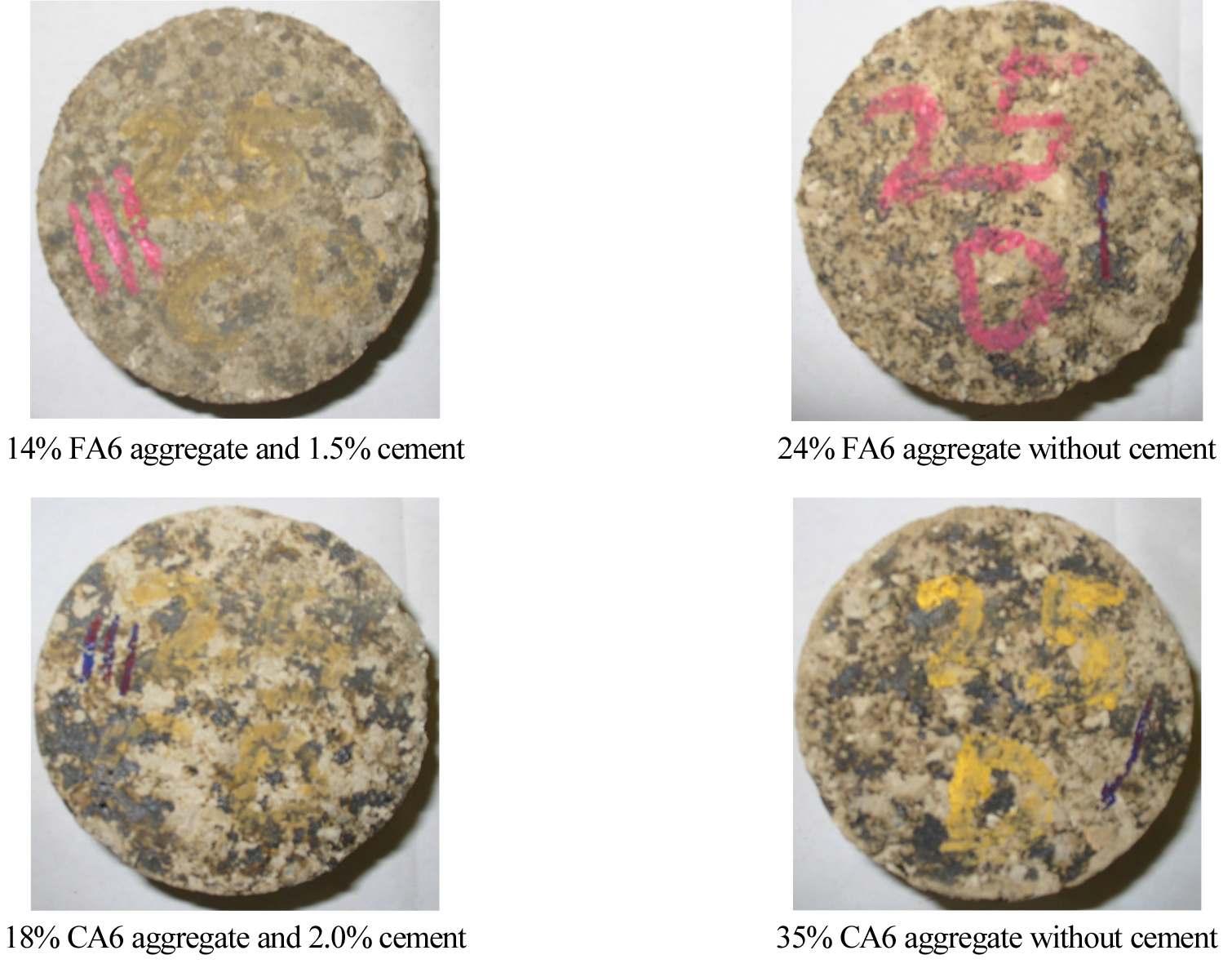
As shown in Table 1, Four blending proportions of RAP aggregates, virgin aggregates and cement are selected to produce CIR-foam mixtures in the laboratory. First, fine aggregates (FA6) were added with and without cement. Second, coarse aggregates (CA6) were added with and without cement. Four blending gradations for laboratory mix design are summarized in Table 2.
Table 1.
Proportions of RAP aggregate, virgin aggregates and portland cement
| Moisture Content | Proportion (%) | |||
| Fine Aggregate | Coarse Aggregate | RAP Aggregate | Portland Cement | |
| 5.5% | 14 | 0 | 84.5 | 1.5 |
| 24 | 0 | 76.0 | 0.0 | |
| 6.5% | 0 | 18 | 80.0 | 2.0 |
| 0 | 35 | 65.0 | 0.0 | |
Table 2.
Four blending gradations of CIR-foam mixtures in the laboratory
As shown in Table 3, for given water content, six samples were made for each of five different foamed asphalt contents (FAC) ranging from 1.5% to 3.5%. Following the procedure outlined in the Basic Asphalt Recycling Manual (2001), Marshall stabilities of three specimens under wet and dry conditions are measured.
Table 3.
Mix design parameters and conditions of CIR-foam mixtures in the laboratory
4. Mix Design Results
4.1 Optimum Foaming Water Content
Both Expansion ratio and half-life were measured at water contents varying from 1.0% to 3.0%, at 0.5% increments. Fig. 4 shows plots of expansion ratio and half-life of foaming characteristics measured at asphalt temperature of 170°C. As can be seen in Fig. 4, the optimum foaming water content of 1.75% was selected to achieve an expansion ratio of 6.7 and a half-life of 11 seconds.
4.2 Optimum Foamed Asphalt Content
Fig. 5 shows FDR-foam mixtures made of four different blending gradations for two different optimum water contents ranging from 5.5% to 6.5%.
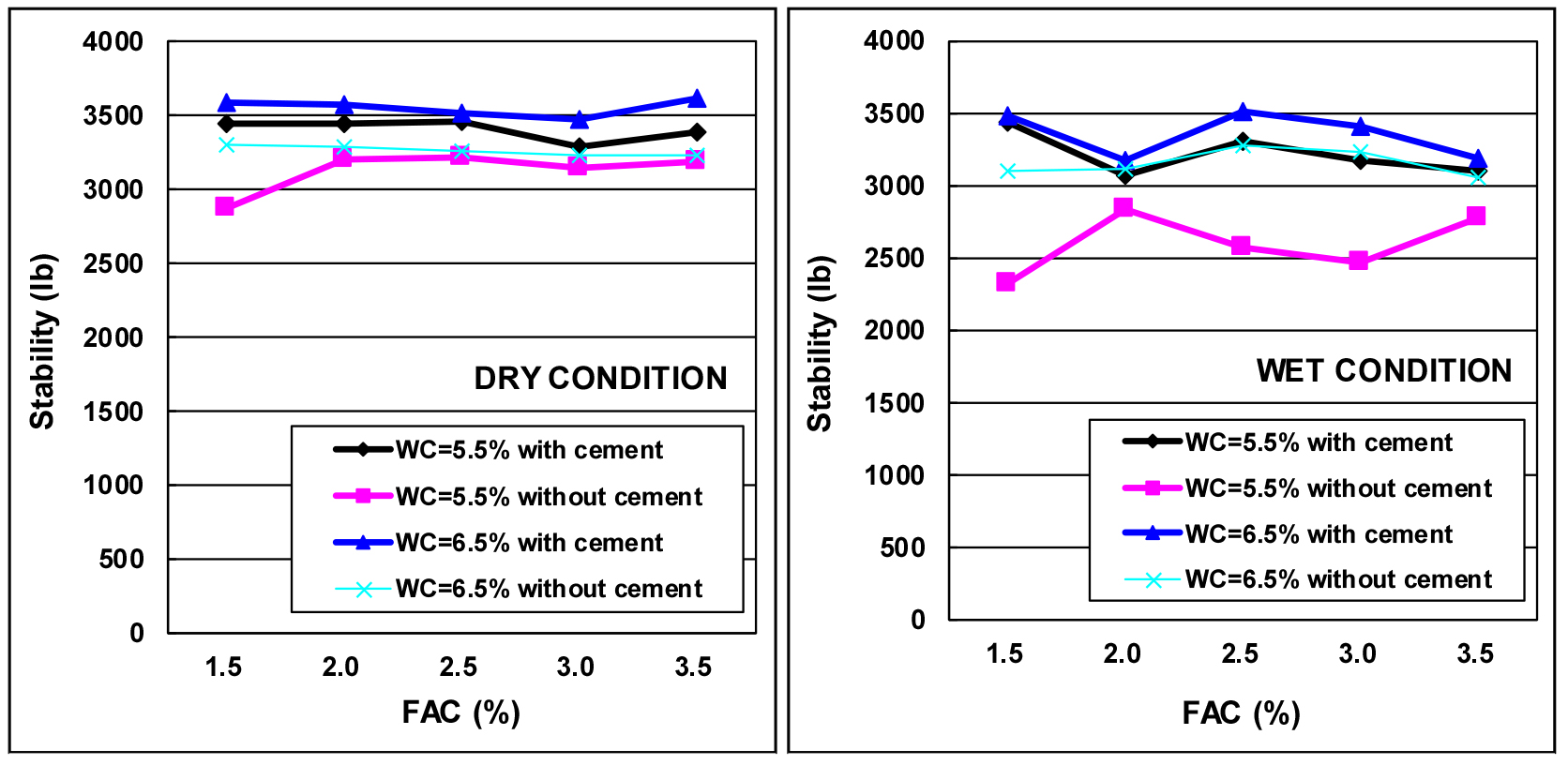
Marshall stability test results of CIR-foam mixtures are plotted in Fig. 6. As can be seen in Fig. 6, Marshall stability does not show a distinctive peak against the foamed asphalt content. The maximum stability value for a dry specimen was obtained at 3.5% foamed asphalt content, 80% RAP, 18% CA6, 2% cement, and 6.5% water content. The maximum stability value for a wet specimen was obtained at 2.5% foamed asphalt content, 80% RAP 18% CA6, 2% cement, and 6.5% water content. Based on the limited laboratory mix design results, the optimum foamed asphalt content of FDR-foam mixture is recommended between 2.5% and 3.0%.
5. Field Application of CIR-foam Mixtures
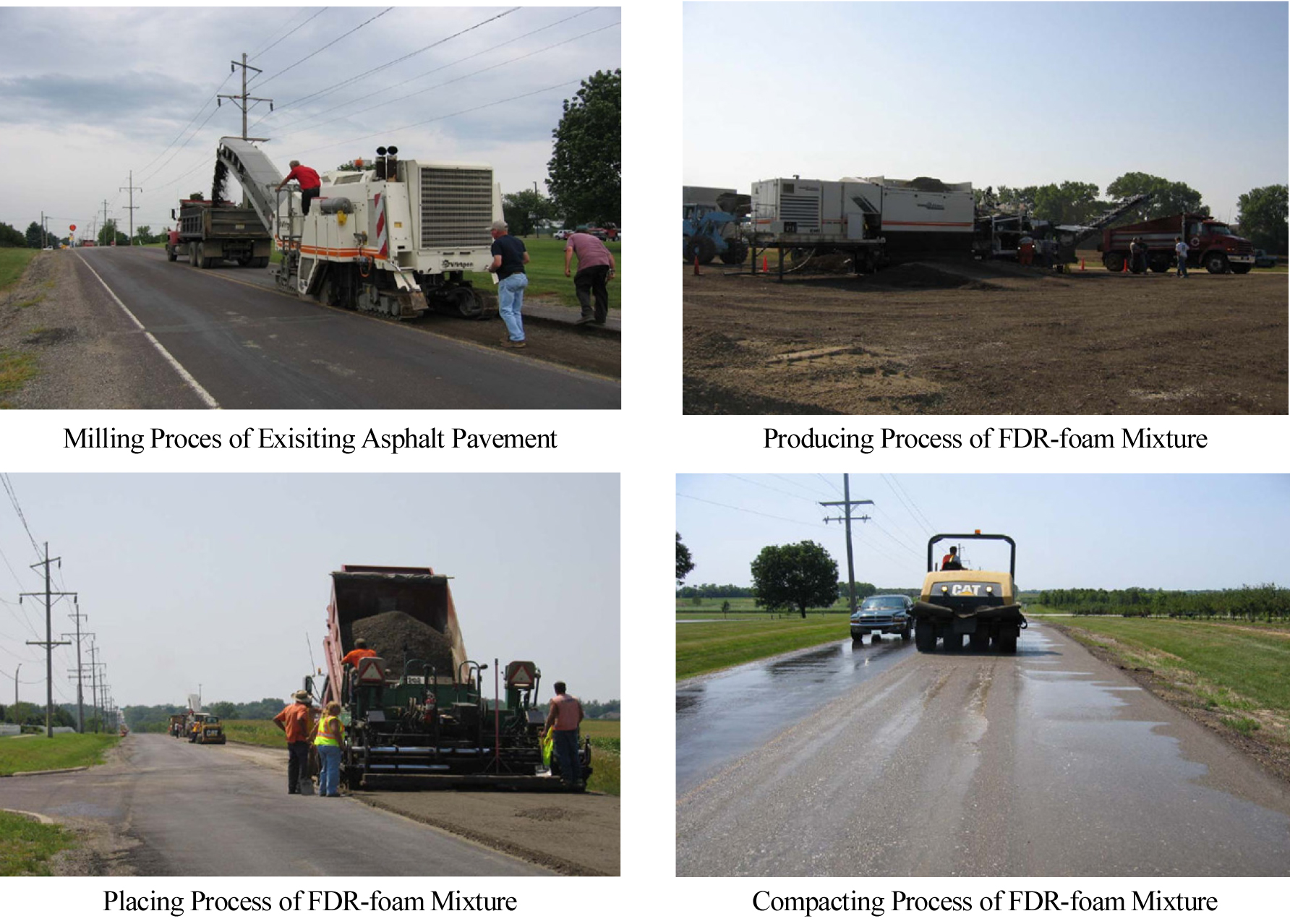
Based on the laboratory mix design of FDR-foam mixtures, the job mix formula for the field project specifies 2.5% foamed asphalt content at 170°C and 5.5% optimum water content. The FDR-foam mixture is produced using Cold mobile-batch recycling (CMR) equipment. The exact amount of materials are weighed and the optimum foamed asphalt content is injected in FDR-foam mixture. Fig. 7 shows the field application process of FDR-Foam mixture using CMR equipment in the field.
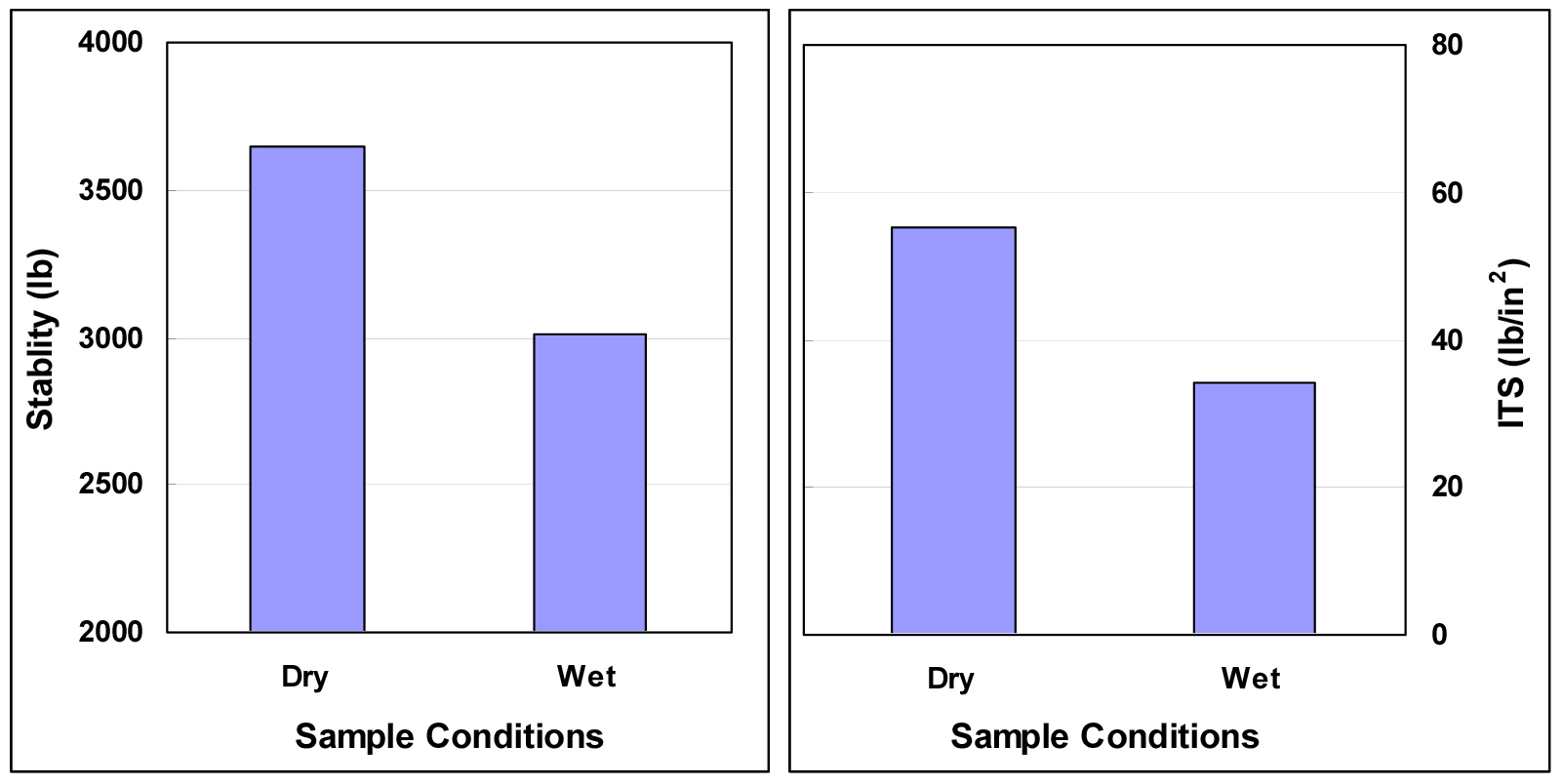
FDR-foam mixtures collected from job site were compacted at room temperature and cured in the oven at 60°C for 48 hours. After oven curing, Marshall stability and indirect tensile tests under two test conditions (dry and wet) were conducted to identify the quality of FDR-foam mixtures. Fig. 8 shows the laboratory test results of FDR-foam mixtures collected from job site. The Marshall stability values of FDR-foam mixtures collected from job site are similar to those of FDR-foam mixtures prepared in the laboratory.
6. Conclusions
Full-depth reclamation with foamed asphalt (FDR-foam) has become a more common practice in rehabilitating the existing asphalt pavement due to its cost effectiveness and the conservation of paving materials. The main objective of the case study is to determine the optimum foaming water content needed to produce the best foam properties and the optimum foamed asphalt content needed to produce the best FDR-foam mixture in the laboratory. Following the procedure outlined in the basic asphalt recycling manual, laboratory mix design is conducted to determine the optimum foamed asphalt content of FDR-foam mixtures. Based on the limited laboratory mix design results, The optimum foaming water content of 1.75% was selected to achieve an expansion ratio of 6.7 and a half-life of 11 seconds and the optimum foamed asphalt content between 2.5% and 3.0% is recommended. For the field application, FDR-foam mixture is produced using cold mobile-batch recycling (CMR) equipment and Marshall stability values of FDR-foam mixtures collected from job site are similar to those of FDR-foam mixtures prepared in the laboratory. It could be postulated that laboratory mix design results are suitable for the field application of FDR-foam mixture.
