

1. 서 론
2. 재료 및 방법
2.1 재료
2.2 방법
3. 결과 및 고찰
3.1 단기노화
3.2 단기노화와 현장노화 상태 비교
3.3 단기노화와 공용수명 단축 관계
3.4 단기노화 품질관리방안
3.5 단기노화 품질관리 방안
4. 결 론
1. 서 론
일반적으로 아스팔트 포장은 시간이 지나면서 공용성이 서서히 저하되나 일부는 특정 손상으로 급속히 저하되기도 한다. 이렇게 공용성이 급속저하 되면 그 원인을 찾기 위해 코어채취를 통한 혼합물 특성을 분석한다. 즉, 하자의 조기발생 시 골재(밀도, 마모율, 입도 등)와 아스팔트 (PG등급, 침입도 등)의 성적서 확인과 혼합물이 기준에 맞게 생산되었는지 확인을 위해 아스팔트 함량, 골재입도 등을 검사한다. 그리고 시공이 제대로 되었는지 확인을 위해 물리적 특성(공극률, 다짐 밀도 등), 강도 특성 (변형강도, 간접인장강도), 공용성 (동적안정도, 수분 저항성) 등이 기준을 만족하는지를 확인한다(MORIT, 2021). 그러나 아스팔트는 혼합물 품질에 영향을 미치는 가장 중요한 재료는 결합재(binder) 임에도 별도의 품질 확인을 하지 않는다.
만일 품질불량 원인으로 골재가 의심되면 혼합물을 녹여 회수된 골재에 대해 상기 항목을 재시험한다. 하지만 바인더를 의심하여 확인하는 항목은 없다. 아스팔트의 PG 등급 및 침입도 등이 기준에 맞는 것이 사용되었다면 바인더는 정상임을 전제로 제조된 혼합물 및 포장체를 평가하는 것이다. 그러나 등급이 같은 아스팔트를 사용했어도 제조사마다, 플랜트마다 조금씩 차이가 있고 운반・대기(haul and queue) 시 단기노화(short-term aging: SA) 차이로 시공된 혼합물 특성에 차이가 난다. 또한 포설 시의 노화도에 따라 조기 손상의 원인이 되기도 하지만 이는 판단기준이 없다.
바인더 특성은 사용 전(original 상태), 포설시 운반・대기 온도와 시간에 따라, 그리고 공용 중인 포장의 연도에 따라 다르다. 덤프트럭으로 운반・대기 후 포설되는 혼합물은 단기 노화된 바인더의 특성을 보일 것이다. 반면 일정 기간 공용된 포장의 코어로부터 얻어지는 바인더는 그 기간만큼 장기노화된 바인더의 특성을 보일 것이다. 어떤 일반아스팔트 혼합물이 현장에 포설시 채취된 혼합물 바인더의 특성이 바인더를 RTFO(rolling thin film oven) 처리한 것과 유사하면 이는 적절히 단기 노화된 혼합물일 것이다. 왜냐하면 RTFO 처리기준은 일반아스팔트 혼합물이 적정 단기노화 되었을 때의 특성을 바인더로 추정하기 위하여 만든 것이기 때문이다.
만일 혼합물이 과다노화 되면 바인더 점도는 RTFO 처리 바인더보다 높게 나타날 것이고 이 특성의 차이가 조기 손상의 원인이 되는 경우가 많다(Kim et al., 2018; Kim, 2019; An et al., 2021). 예를 들어 2~3년 만에 균열이 발생한 아스팔트 포장의 경우 그 원인은 현장코어의 바인더 특성을 조사하여 판단할 수 있을 것이다. 포설 시 바인더 노화도를 측정했고 그 당시 이미 과다 노화로 조기 공용성 저하 가능성을 추정했다면, 조기 균열은 전후 데이터를 연관 지어 바인더가 원인임을 쉽게 판단할 수 있을 것이다. 이렇듯이 포설 시 바인더 노화도 측정값 확보는 향후 포장의 공용성 예측에 중요한 단서가 될 수 있다. 그리고 포설 시 측정된 바인더의 노화 수준을 통해 공용수명 단축(service life reduction: SLR) 가능성을 추정할 수 있고(Kim et al., 2016; 2019) 이를 통해 품질관리 기준(안)의 설정도 가능할 것이다.
아스팔트 노화는 구성 성분 중 수지(resin) 성분이 줄어들고 아스팔틴(asphaltene)이 증가되는 현상이다. 일반적으로 혼합물의 바인더 특성은 혼합물로부터 추출・회수된(recovered) 바인더로부터 측정할 수 있다. 즉, 일정량 이상의 바인더를 추출・회수하여 절대점도(Absolute viscosity: AV), 강성지수(G*/sin δ 또는 rutting factor) 또는 침입도 등을 측정할 수 있고, 이 들은 모두 바인더의 노화도에 따라 달라진다. 하지만 혼합물로부터 바인더의 추출・회수는 그 과정 자체가 번거롭고 상당한 시간이 걸림은 물론 환경적 문제가 수반되고 그 과정에서 오류가 생길 여지도 크다. 따라서 포설 혼합물이나 공용중인 포장 코어의 바인더 평가에 간단한 방법의 개발이나 도입이 필요한 실정이다.
노화에 의한 특성 변화는 아스팔트의 대형분자(large molecular size: LMS)비율 증가로 나타나며 이를 젤투과 크로마토그램(gel-permeation chromatogram: GPC) 시험을 이용하여 측정할 수 있다(Jennings and Pribanic, 1985; Kim and Burati, 1993; Lee et al., 2008; Ahn et al., 2002). 이 시험은 바인더, 혼합물이나 코어에도 바로 적용할 수 있어 혼합물의 노화 추정에 매우 유용하다(Kim et al., 2006; 2015). 이 시험법은 과학적이며 한 종류 혼합물의 노화도 평가에 약 2시간 정도의 시간이 소요된다. 게다가 혼합물로부터 바인더의 점도, 침입도, DSR(dynamic shear rheometer) 값들을 추정할 수 있으므로 일일이 추출・회수하고 측정하는 것보다 매우 신속하다.
혼합물의 노화 특성과 관련이 큰 바인더 특성은 앞서 언급한 절대점도와 G*/sin δ가 대표적이며 이들은 GPC 시험에서 얻어지는 LMS와 매우 밀접한 관계(R2 ≥ 0.9)가 있다(Baek et al., 2009; Jeong et al., 2017). 따라서 LMS로부터 상기 값들을 추정할 수 있고, 그로부터 바로 혼합물 내 바인더의 노화 상태를 추정할 수 있다. 예를 들어 같은 날 포설된 혼합물에서 측정된 바인더의 LMS에 차이가 나면 절대점도와 G*/sin δ 값에 차이가 있는 것이고, 그 차이의 원인은 포설된 혼합물의 노화도 차이에 기인하는 것으로 볼 수 있다.
본 연구의 목적은 아스팔트 혼합물의 노화도 차이가 공용수명과 어떻게 연관되어있는지를 분석하여 노화가 공용수명에 미치는 영향을 확인하고, 노화 관리 기법을 제안하는 것이다. 이를 위해 GPC 시험으로 실험실과 현장 코어 데이터를 이용하여 노화와 아스팔트 포장수명의 상관관계를 보여줌으로써 향후 품질관리기법 도입의 근거자료를 마련하고자 한다.
2. 재료 및 방법
2.1 재료
본 연구에서 사용된 기본 아스팔트는 PG64-22(침입도 60-80, 절대점도 2,000 ± 400 poise(p))이다. 국내 고속도로를 제외한 도로의 아스팔트 포장표층의 대부분은 밀입도 일반(무개질) 아스팔트 혼합물이 사용되므로 본 연구는 밀입도(dense-graded asphalt: DGA) 아스팔트 혼합물을 대상으로 수행되었다. 골재는 시방규정의 조건을 만족하고 전국적으로 널리 분포되어 많이 사용되는 최대치수 13 mm 화강암 쇄석 굵은골재(coarse aggregate)와 잔골재(screenings)를 사용하였으며, 채움재(mineral filler)는 석회석분을 사용하였다. 입도는 국토교통부 밀입도 13 mm WC-1(MORIT, 2021) 규정에 맞도록 입도를 혼합 조정하여 사용하였다. 혼합물 노화를 억제하고 또한 박리방지에 효과적인 소석회(hydrated lime: HL)를 혼합물 중량의 1.5% 사용하여 노화도의 차이와 그에 따른 효과를 비교하였다.
2.2 방법
2.2.1 단기노화
아스팔트 혼합물이 단기노화(SA)도 분석을 위하여 다양한 온도와 시간으로 현장 SA를 모사하기 위하여 실험실 SA를 수행하였다. 배합설계로 최적아스팔트 함량(optimum asphalt content: OAC) 결정을 위하여 직경 100mm 공시체를 선회다짐 75회로 제조하고 국토부 기준을 적용하였다(MORIT, 2021). 중온화 아스팔트혼합물(warm-mix asphalt: WMA)의 OAC는 1차적으로 가열아스팔트 혼합물(hot-mix asphlat: HMA)로 OAC을 결정하고 필요시 조정하였다.
배합설계에서 결정된 OAC로 각 혼합물을 패들(Paddle) 믹서로 1분간 비빈 후 공시체 하나 제조 양의 혼합물을 Fig. 1과 같은 통에 넣어 뚜껑을 닫지 않고 135, 160, 180°C 오븐에서 1, 2, 4시간(h)씩 SA 처리하였다. 135°C는 WMA 혼합물의 운반온도를 가정한 것이고, 160°C는 HMA의 하절기 운반온도, 180°C는 동절기 운반온도를 가정한 것이다. 운반・대기 시간을 모사한 3가지 SA time 중 1 h는 최적 시간(optimistic time), 2 h는 보편적 시간 (most likely time), 4 h는 최악의 비관적 시간(pessimistic time)으로 선정한 것이다(Kim et al., 2016).

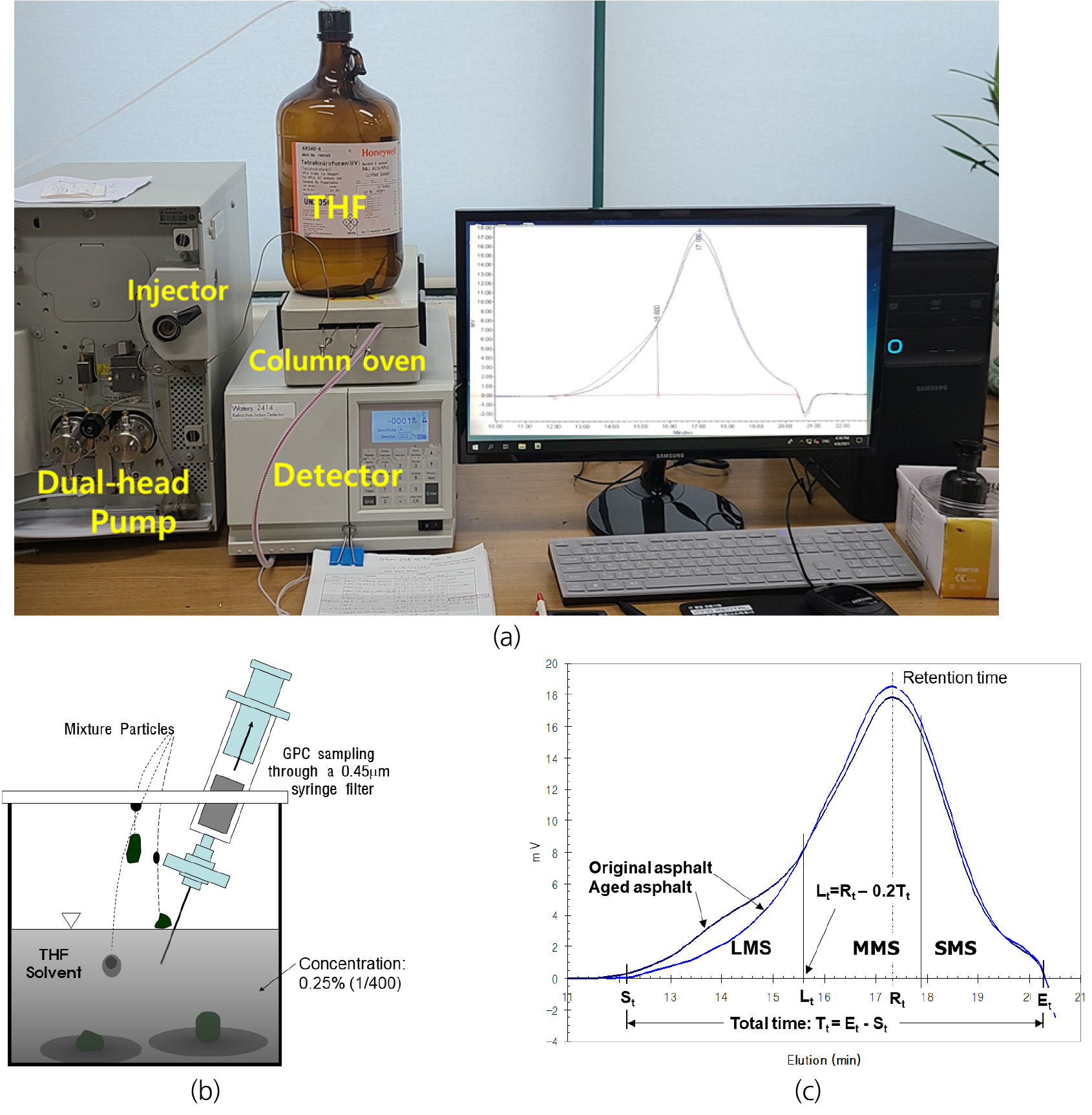
2.2.1 GPC 시험
본 연구에서는 아스팔트 혼합물 바인더의 노화특성 변화 분석을 위하여 혼합물 시료를 무작위로 채취하여 GPC(Fig. 2(a))를 이용하여 LMS(%)를 측정하였다. Fig. 2(b)는 용매인 Tetra-hydro-furan(THF)에 아스팔트 혼합물 입자를 넣어 녹인 후 0.45 µm filter를 통해 주사기로 용액(농도 0.25%)을 채취하는 모식도이다.
그리고 샘플용액 50 µl를 Fig. 2(a)의 주입기(injector)에 넣고 GPC 시험기에서 분자 크기에 따라 샘플이 검출되어 나타난 두 크로마토그램(chromatogram)을 Fig. 2(c)에서 보여주고 있다. 1회 시험 30분에 하나의 크로마토그램 곡선이 얻어지고 한 시료는 3번 측정하므로 시료 준비시간 등을 포함하여 총 2시간이 소요된다. 크로마토그램 곡선이 수평기선과 이루는 전체면적을 100%로 하여 필요한 구간의 면적 비를 구한다. 노화로 인한 아스팔틴 비율 증가를 GPC로 분석하면 Fig. 2(c)에서와 같이 크로마토그램 상에 LMS가 검출된 앞부분의 면적증가로 나타난다. 아스팔트의 대형분자는 초기에 검출되기 시작하여 점차 작은 분자들이 검출된다. 따라서 샘플 검출 시작과 끝 시간을 대형분자(LMS), 다음 구간을 중형분자(medium molecular size :MMS), 나머지 구간을 소형분자 (small molecular size: SMS)로 구분한다. 이에 대한 사항은 선행 문헌(Kim et al., 1995; 2016; 2019) 상세히 제시되었다.
이 중 앞부분의 대형분자가 아스팔트의 물리적 특성과 상관관계가 높으므로 LMS(%) 값을 각 시료마다 3번의 GPC 시험을 통하여 구하고 그 평균값을 분석에 사용하였다. 절대점도 및 G*/sin 는 회귀분석에서 얻어지는 모델을 이용하여 LMS로부터 추정할 수 있다. 하지만 본 연구에서는 절대점도를 이용한 노화도 분석을 목표로 하므로 추정 절대점도(estimated absolute viscosity: EAV)만을 적용하였다.
3. 결과 및 고찰
3.1 단기노화
단기노화(SA)가 끝난 아스팔트혼합물에서 GPC 실험용 시료를 약 8그램(g) 무작위로 채취하여 4분법으로 나누어 최종 1 g을 THF(tetra-hydro-furan) 용매에 녹여 주사기 filter로 거른 후 1회 시험에 50 µl씩 주입하였다. Table 1의 기본바인더와 혼합물의 노화 시간대별 LMS(%)는 3번 실험치의 평균값이다. 기본바인더는 같은 등급의 아스팔트라도 제조사별, 현장 플랜트 저장조별로 조금씩 다르므로 Original 상태 외에 RTFO, PAV 처리된 절대점도(AV)와 LMS를 기초자료로 사용하였다. 혼합물은 SA온도가 높고 시간이 길어짐에 따라 LMS가 크게 나타났으며, 같은 온도 및 시간에서도 소석회(HL) 첨가 혼합물의 LMS가 상대적으로 낮음을 알 수 있다.
Table 1.
LMS and AV of base asphalt and recovered binder from SA mixes
LMS와 AV의 회귀분석 데이터 확보를 위해 전체 SA처리된 혼합물 중 약 50%의 바인더를 추출・회수하여 측정한 AV와 기본바인더 3 노화상태의 AV를 Table 1에서 보여준다. 이같이 혼합물 중 약 1/2의 AV만을 측정한 이유는 환경적으로 유해하고 번거로운 추출・회수과정을 줄여도 LMS로 추정한 EAV가 신뢰도가 높기 때문이다(Kim et al., 2006). Fig. 3은 AV와 LMS의 회귀분석에서 결정된 최적모델은 지수함수(exponential function) 이며 이 모델의 결정계수(coefficient of determination) R2 > 0.99로 매우 높다는 것을 알 수 있다. 그러므로 Fig. 4에서 보여주듯이 Fig. 3의 회귀 모델에 x = LMS, y = EAV를 대입한 함수 EAV=을 식 (1)로 나타내고 이 식으로 추정된 EAV는 실측 AV 값과 매우 유사함을() 알 수 있다. 이는 LMS로부터 추정된 EAV의 신뢰도가 높아 AV 측정의 번거로움을 최대한 줄여 신속한 노화도 측정을 가능하게 할 수 있다는 근거이다.
여기서 EAV = estimated absolute viscosity(p), LMS = large molecular size(%)이다.
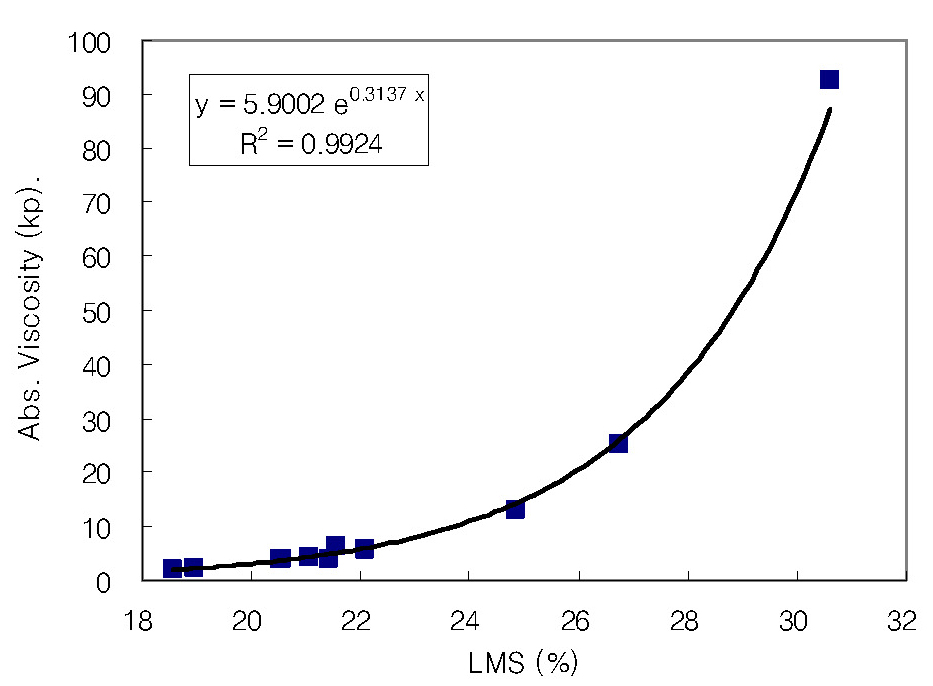
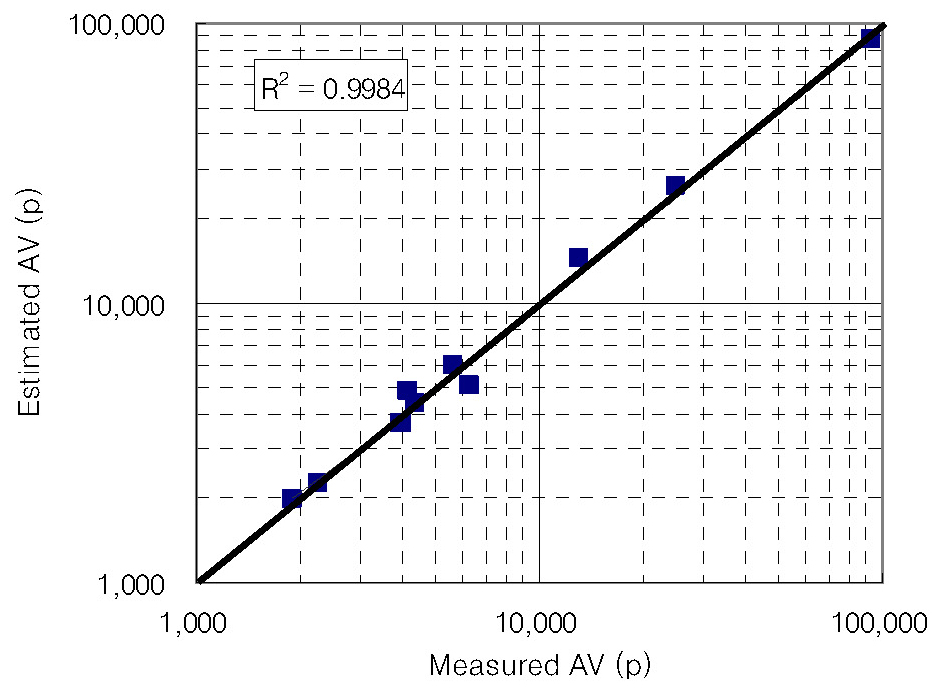
Fig. 5는 식 (1)을 이용하여 LMS로 추정된 EAV를 보여준다. Original(SA 0 h) 바인더의 EAV는 1.99 kp이며 이 바인더로 제조한 혼합물을 160°C에서 1 h SA처리 후의 EAV는 3.67 kp로 2배 가까이 높아졌다. 이는 바인더만을 RTFO(163°C 1.42 h) 처리한 3.73 kp와 유사한 수준이다. 이 혼합물의 경우 160°C에서 1 h SA 처리된 것은 RTFO 바인더와 거의 유사한 노화가 이루어졌음을 알 수 있다.
한편 WMA 온도인 135°C에서 SA된 EAV는 매우 낮으며, 4 h SA된 EAV = 3.71 kp는 160°C 1 h SA된 HMA와 유사 수준임을 알 수 있다. 이를 같은 4 h이지만 160°C로 SA된 HMA의 EAV = 13,55 kp과 비교하면 27% 수준만 노화된 것이다. 이는 교통체증 등이 심한 대도시 지역에서 발생할 수 있는 노화 피해로부터 WMA가 매우 안전함을 보여준 것이라 할 수 있다.
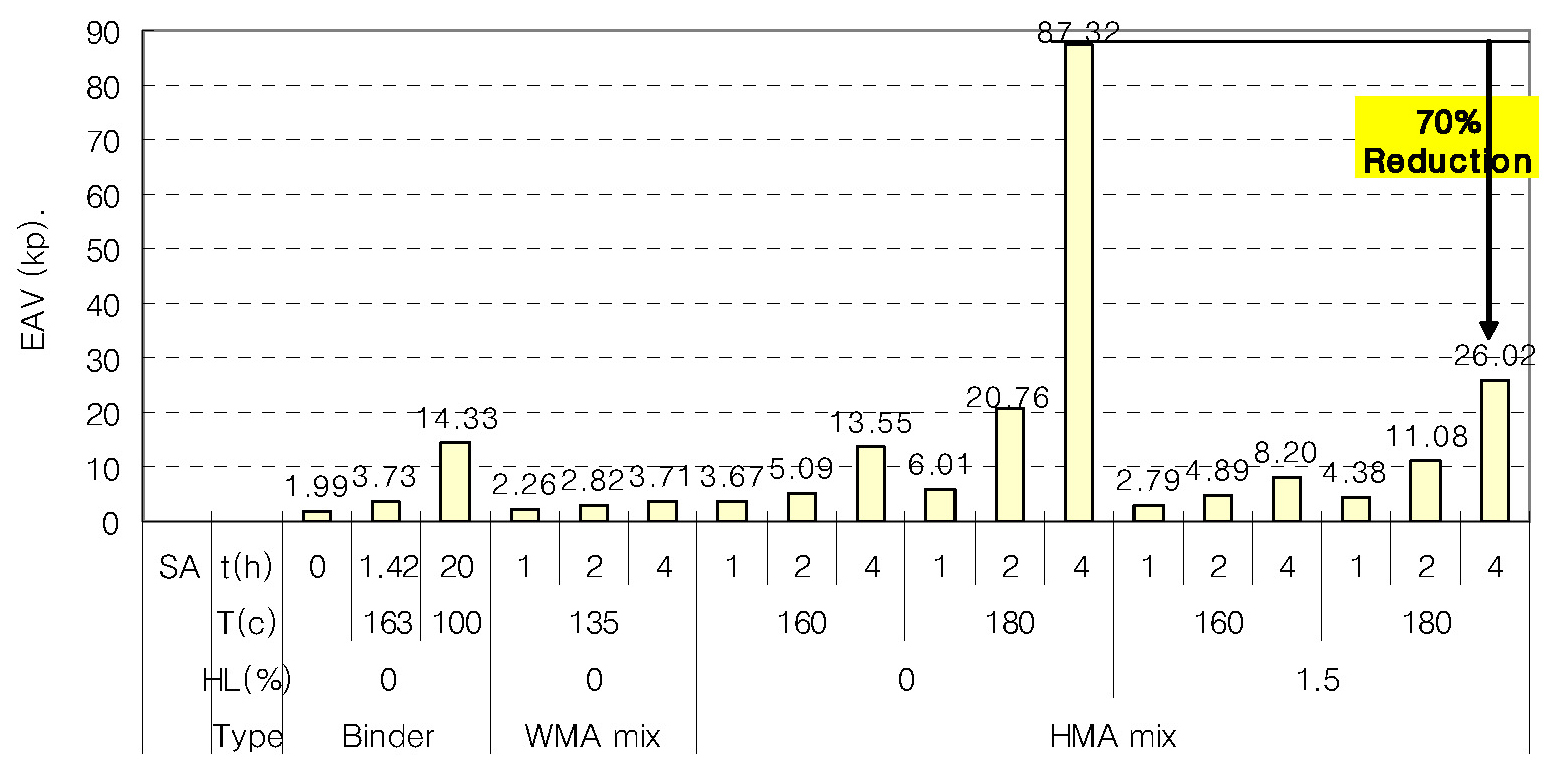
또한 소석회(HL)가 1.5% 사용된 혼합물은 노화가 덜 된 것을 알 수 있다. 그 효과는 낮은 온도인 160°C보다는 180°C에서, 그리고 짧은 1, 2 h보다는 긴 4 h에서 더 큰 차이를 보였다. 160°C 1 h SA로 3.67 kp이었던 EAV 수준이 HL을 첨가하여 2.79 kp로 24% 낮아졌으나, 180°C에서 2 h SA시 20.76 kp이던 EAV는 HL을 첨가하여 11.08 kp로 47% 낮아졌다. 또한 160°C 4 h SA시 13.55 kp이던 EAV가 HL 첨가시 8.20 kp로 40% 낮아졌으나, 180°C 4 h SA시 87.32 kp로 매우 높던 EAV가 HL 첨가로 70%나 낮아진 26.02 kp였다. 이는 노화 조건이 심할 수록 소석회의 노화 저지 효과가 상대적으로 크게 나타남을 보여주는 것이다(Ahn et al., 2015; Kim et al., 2018).
3.2 단기노화와 현장노화 상태 비교
이상에서 보듯이 아스팔트 혼합물은 단기노화로 바인더의 EAV가 높아지며 그 변화는 온도와 시간의 함수로 나타나며 온도가 높고 시간이 길수록 심해진다. 이같이 어떤 온도와 시간에 얼마나 노화되는지를 파악하려면 현장에서 공용된 포장 혼합물의 연도별 노화 상태와 비교하면 가능할 것이다. 이를 위해 본 연구에서는 국내 도로포장에서 채취한 코어로부터 추출・회수한 AV 값의 공용연도별 자료를 사용하였다.
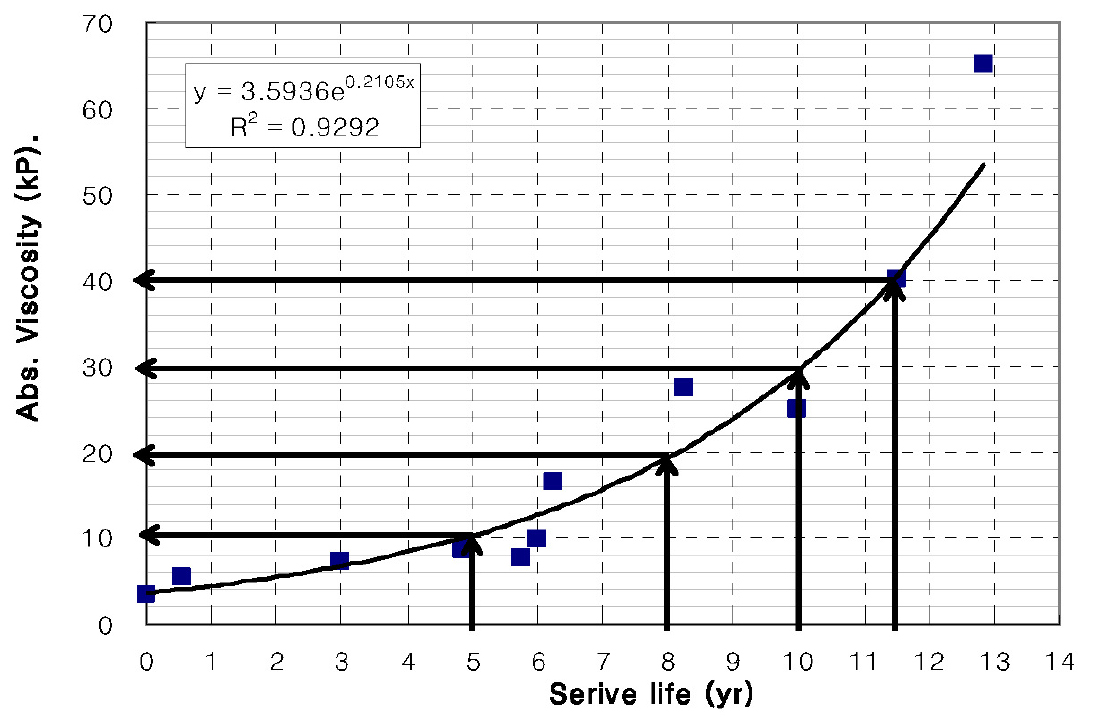
Fig. 6은 국내 일반 아스팔트 포장의 공용연도별 절대점도의 변화를 나타낸다(Kim et al., 2014; 2016). 이는 기존 도로포장의 공용연수와 채취한 표층코어로부터 추출・회수한 바인더에서 측정된 AV로 그려진 것이다. AV를 공용연수(service life: SL)의 함수로 나타낸 최적 회귀모델은 로 지수함수적으로 장기노화가 진행됨을 알 수 있다. 이 식을 역으로 AV의 함수로 바꾸면 이며, y에 AV 또는 EAV를 대입하면 점도로부터 공용연수를 구할 수 있고, 이를 식 (2)로 정리하였다.
여기서, SL = service life(yr.)이고 AV = absolute viscosity(kp) 또는 EAV(kp)이다.
Fig. 6의 회귀곡선을 기준으로 보면 공용연수 8년이면 포장 혼합물 바인더의 AV가 20 kp임을 알 수 있다. 시공 초기(SL = 0)에는 AV가 약 4 kp 수준이었고, 5년이면 약 10 kp, 10년이면 약 30 kp, 11.4년이 지나면 약 40 kp로 AV가 높아지는 것을 알 수 있다. 이를 통해 연차별 공용기간에 따라 아스팔트 포장이 얼마나 경화되는지를 AV 기준으로 알 수 있다.
이 SL을 역으로 해석하면 어떤 아스팔트 혼합물이 SA되어 20 kp의 EAV를 보인다면 이는 현장에서 약 8년 공용된 포장의 혼합물과 유사하게 노화된 것임을 의미한다. 즉, 현장에 덤프트럭으로 실려 온 혼합물로부터 추정한 EAV가 20 kp라면 이 혼합물은 이미 8년간 장기노화된 포장의 혼합물 수준으로 경화된 것이라고 볼 수 있다. 그리고 이 혼합물로 포장을 시공하면 2년 후 30 kp, 4년 후 45 kp로 AV가 높아질 것임을 Fig. 6으로부터 추정할 수 있다. 즉, 이 30 kp, 45 kp의 AV는 적정 SA된(EAV ≒ 4 kp) 혼합물로 포설된 포장에서는 각각 10년, 12년 경과되어야 나타날 AV 수준이다.
이렇게 포설 후 2년 만에 10년, 4년 만에 12년 지난 포장과 유사하게 노화된다는 근거는 공용 시작부터 이미 높은(8년 공용된) 노화 수준에서 장기노화가 시작되기 때문이다. 이러한 변화를 이론적으로 보면 공용중인 아스팔트 포장 바인더의 점도는 지수함수를 따르며, 지수함수 값은 기하급수적으로(exponentially) 증가하기 때문에 초기 (시작) 입력값이 매우 중요하다.
3.3 단기노화와 공용수명 단축 관계
식 (2)에 의해 얻어지는 SL 값은 그 자체는 공용수명이지만 신설 포장 혼합물의 경우 공용수명 단축 (service life reduction: SLR)을 의미한다. 다시 말해 SL이 8년이라면 그 혼합물로 시공된 포장은 이미 8년 공용된 것과 같이 노화되어있으므로 향후 수명이 그만큼 줄어들 것이라는 의미한다. 따라서 Table 2의 SLR은 EAV를 기준으로 식 (2)에 의해 계산된 SL 값을 SLR로 표기한 것이다. 여기서 식 (2)로 계산하여 0 이하 값이 나온 경우는 0으로 표기했다.
SLR를 근거로 노화에 따른 피해를 비교해보면, WMA의 경우는 모두 0이나 0에 가까워 거의 피해가 없다. 하지만 HMA의 경우 소석회를 사용치 않은 경우 160°C 1 h는 무시할 정도이고, 2 h도 1.65년으로 낮은 편이다. 그러나 180°C의 경우는 1, 2, 4 h로 늘어나면서 2.44, 8.33, 15.15년으로 SLR이 크고, 특히 2, 4시간의 경우 매우 심각한 것을 알 수 있다. 이에 비해 소석회를 사용하면 180°C 2, 4 h에서 5.35년과 9.4년으로 소석회 사용 전보다 그 비율이 60%대로 크게 낮아짐을 알 수 있다.
HMA에 HL을 사용한 때도 160°C 4 h SA에 약 4년, 180°C 4 h에서는 여전히 9년이 넘어, HMA는 어떤 경우도 4 h와 같이 긴 시간 단기노화되면 위험하므로 운반・대기시간을 2 h 이하로 줄이는 것이 필요할 것이다. 아울러 온도 영향이 크므로 가능하면 동절기 고온 생산 시 온도를 180°C 보다는 낮추는 것이 필요하다. 또한 소석회가 노화 저감에 효과적임은 국내외적으로 잘 알려져 있어 동절기 HMA 혼합물에는 반드시 소석회를 사용하는 것이 큰 도움이 될 것으로 판단된다(Chachas et al., 1971; European Lime Association, 2011; Ahn et al., 2015).
Table 2.
EAV and SLR due to short-term aging
3.4 단기노화 품질관리방안
이상의 결과를 근거로 HMA 포장은 단기노화를 관리할 필요가 있음을 확인하였다. 지금까지의 결과에 의하면 일반 아스팔트 혼합물의 적정 SA는 바인더를 RTFO 처리해서 얻어지는 AV 수준과 Fig. 6의 초기(공용연수 0년)의 AV 값 수준으로 보아야 할 것이다. 이들의 EAV 값을 보면 RTFO 처리 후 실측 AV는 4.0 kp, EAV는 Fig. 5에서 3.73 kp이며, 공용 0년의 EAV = = 3.594 kp이다. 그리고 이들의 EAV 수준은 160°C에서 1시간 SA 처리된 3.67 kp과 유사한 수준이다. 따라서 현장에서 포설될 혼합물의 EAV는 이들 평균인 3.66 kp 수준이어야 하나 본 연구에서 실험에 이용된 아스팔트의 AV 실측치는 Table 1에서 보듯이 1,924 p로 PG64-22의 평균 2,000 p보다 다소 낮다. 또한 같은 등급의 아스팔트라도 제조사에 따라 조금씩 다르므로 바인더의 RTFO 처리 후나 혼합물 적정 단기노화 후의 EAV를 4.0 kp로 보는 것이 타당할 것이다.
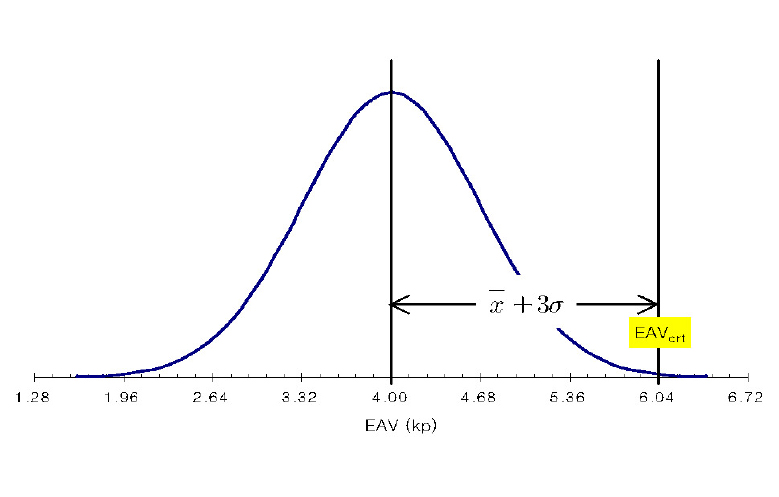
통계적으로 이 EAV = 4.0 kp를 평균값()으로 놓으면 = 4.0이다. 일반적으로 건설공사 제품의 품질관리 변동계수(coefficient of variation: CV)는 15~20% 수준으로 본다. 이중 중간 수준인 17%를 CV로 가정하면, CV는 표준편차()를 평균으로 나는 백분율이므로, = 17%에서 표준편차 = 0.68 (kp)이다. EAV는 정규분포를 따르는 것으로 가정하고, 품질관리를 일반적인 관리하는 것으로 가정할 경우 Fig. 7에서 보듯이 상한 기준(EAVcrt)은 6.04 kp가 될 것이다. 즉, 상한 기준선 EAVcrt = = 4.0+3(0.68) = 6.04 (kp)가 된다. 이렇게 관리할 경우 일반 혼합물 중 기준을 넘어갈 확률은 0.13%일 것이다. 하지만 현장 적용성을 고려하여 정수인 6.0 kp를 기준(안)으로 제시하는 것이 현실적일 것이다.
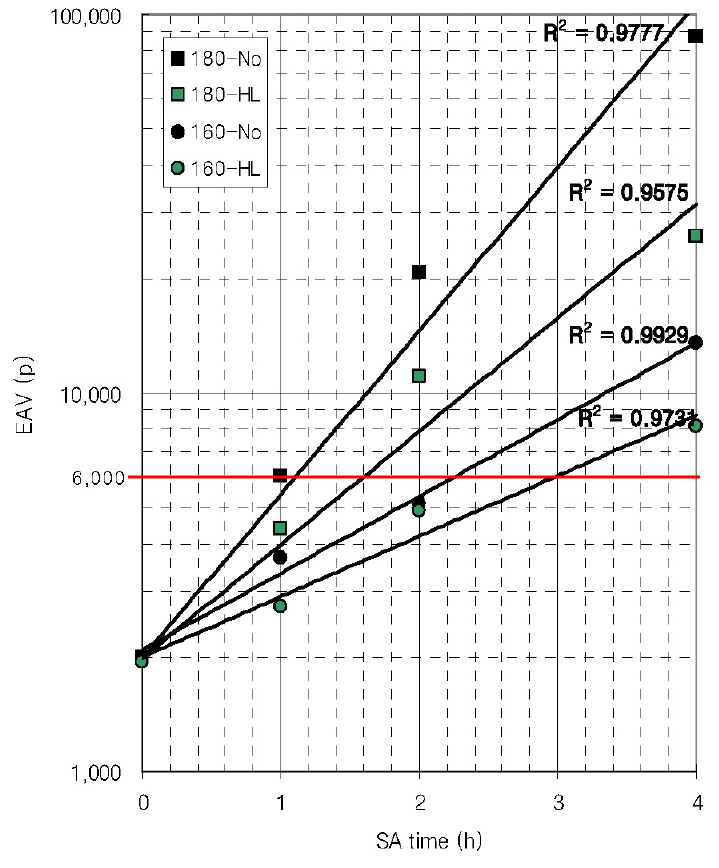
따라서 이 기준 6.0 kp를 이용하여 Fig. 8의 시간과 온도에 따른 혼합물별 시간을 보면 180°C HMA 혼합물을 HL을 사용치 않는 경우(180-No) 1시간이 조금 넘으면 EAV가 6.0 kp이 넘을 것이고 HL 첨가시(180-HL) 1.6시간이 한계이다. 160°C 혼합물의 경우 HL 없이(160-No)는 약 2.2시간이면 EAV가 6.0 kp이 될 것이고 HL 첨가 시(160-HL) 3시간까지 안전하다 할 수 있다. 물론 WMA의 경우는 모두 안전할 것임은 주지의 사실이다.
3.5 단기노화 품질관리 방안
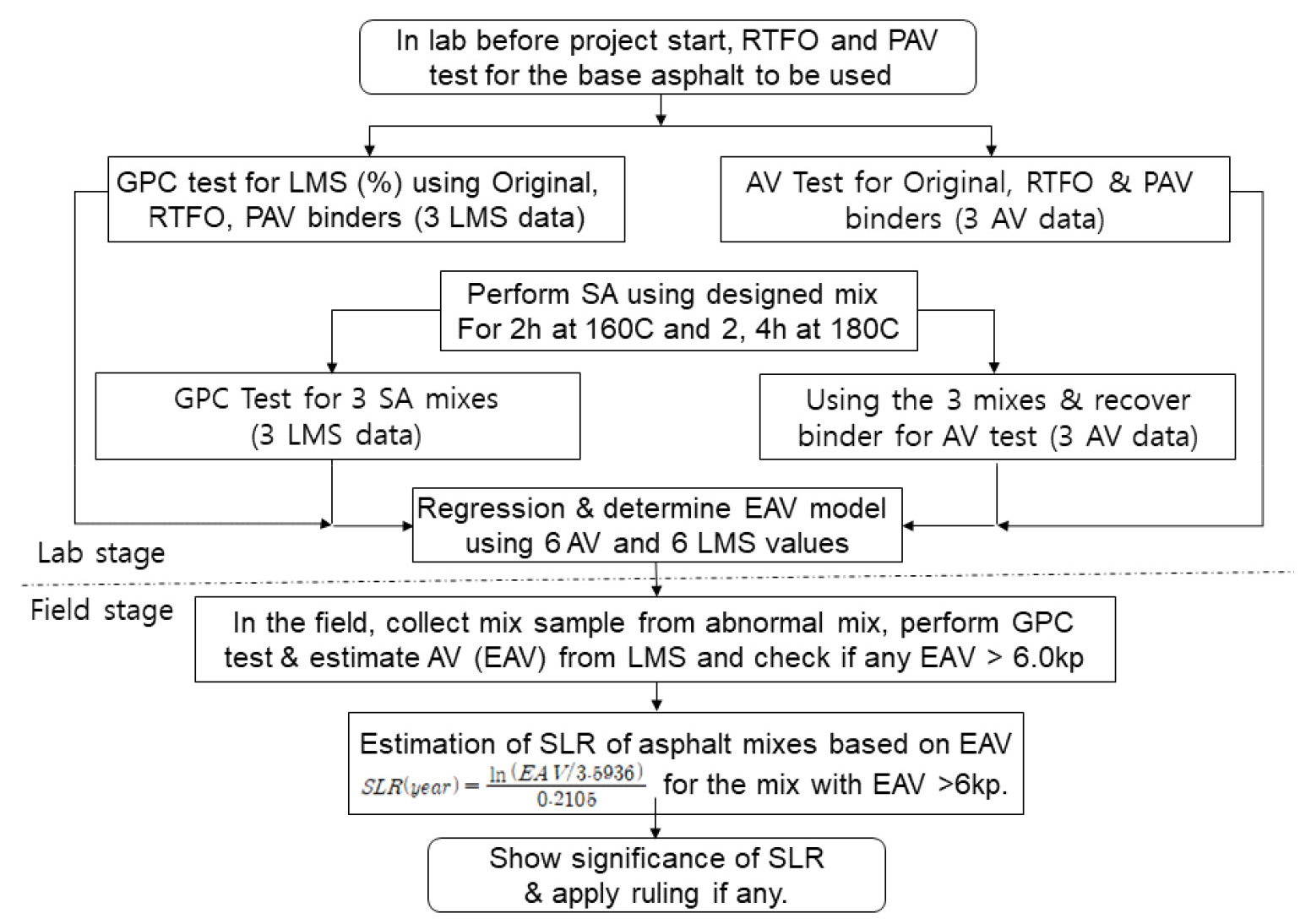
이상의 결과를 배경으로 현장에서 품질관리에 적용을 위해서는 일정한 작업 공정이 필요할 것이다. 이를 위한 기본 과정은 Fig. 9의 Flow chart를 참고로 제시한다. 이 흐름도를 설명하면 우선 사용될 바인더의 AV와 LMS를 측정하여 기본 자료를 확보한다. 아스팔트는 같은 등급이라도 제조사마다 또는 플랜트마다 조금씩 다르고, 같은 노화 조건에서도 다른 결과를 보일 수 있다. 그러므로 해당 공사에 사용될 아스팔트를 original은 물론 RTFO, PAV 처리 후 AV와 LMS 3세트를 측정한다. 이를 통해 기본바인더의 적정 단기노화 시 노화도와 5~7년 장기노화 후 바인더 상태(PAV는 공용 5-7년 장기 노화된 바인더 상태를 모사함)를 추정할 수 있다.
그리고 배합설계 혼합물을 시공전 160°C 2h, 180°C에서 2h, 4h SA처리하고 이 3 혼합물로부터 LMS를 측정하고, 바인더를 회수하여 AV를 측정하여 3세트 데이터를 확보한다. 이와 같이 3 조건의 SA를 처리하는 이유는 160°C, 180°C의 2 h는 하절기와 동절기의 가장 보편적(most likely)인 온도와 시간이고, 180°C 4 h은 비관적(pessimistic) 노화 데이터를 확보하기 위한 것이다. 그리고 최적(optimistic) 단기노화는 데이터는 RTFO 결과를 사용한다. 이상의 6 LMS와 AV 측정치를 이용하여 Fig. 3과 같은 회귀분석으로 식 (1)과 유사한 최적 회귀모델을 얻어 이 현장의 “EAV 추정식”으로 사용한다.
현장에서는 모든 트럭마다 하차시 혼합물 온도를 측정하고, 출발-하차 시간 차이를 계산하여 SA 온도와 시간으로 기록한다. 일반적으로 출발 플랜트에서 온도와 하차 시 온도는 달라 두 온도의 평균을 단기노화 온도로 추정하나 적재된 내부온도는 그 차이가 적어 현장에서 측정되는 하차 시 온도를 적용하기로 한다. 그리고 온도가 높거나, 시간이 적정 이상 오래 걸린 트럭으로부터는 혼합물 시료를 채취하여 LMS를 측정한다. 이 LMS를 상기 EAV 추정식(EAV model)에 대입하여 EAV를 구한다. 이때 얻어진 EAV가 6.0 kp 이상이면 이 EAV로 식 (2)를 이용하여 SLR을 계산한다. 그리고 적용가능 규정이 있다면 필요한 조치를 취 할 수 있을 것이다. 예를 들어 지급율 (pay factor) 산정 등에도 적용하여 규제하는 방안 등을 생각할 수 있을 것이다.
4. 결 론
본 연구는 아스팔트 혼합물의 노화피해의 심각성을 공용수명단축(service life reduction: SLR) 추정을 통해 분석하고 품질관리 기초자료를 제시하기 위한 연구이다. 대상은 일반아스팔트 표층 혼합물로 하였으며, GPC 시험으로 측정한 대형분자비율(LMS(%))로부터 추정된 절대점도(EAV)를 사용하여 실험실과 현장 공용연도별 데이터를 분석하였으며 이를 통해 얻어진 결론은 다음과 같다.
1)혼합물의 단기노화에 의한 EAV는 온도와 시간의 함수로 기하급수적으로(exponentially) 증가 되며 동절기 대표적인 180°C 혼합물이 2시간 단기 노화되면 바인더의 EAV는 약 8년 공용된 포장 혼합물 수준으로 노화되어 그 기간만큼의 공용수명 단축이 예상된다. 하지만 소석회를 첨가 할 경우 EAV를 30~70% 낮출 수 있어 노화 저지에 효과적임을 보였다.
2)WMA 혼합물 바인더는 135°C에서 4시간 노화된 EAV가 160°C에서 1시간 노화된 HMA의 EAV 수준과 유사하여, 교통체증 등으로 운반・대기 시간이 길어지는 대도시 지역에서 WMA의 적용은 노화 피해에 매우 안전한 공법임을 알 수 있다.
3)PG64-22 아스팔트 혼합물의 적정 단기노화는 같은 등급 바인더라도 제조사와 플랜트에 따라 조금씩 다를 수 있으나 EAV = 4.0 kp가 평균인 것으로 판단되었다. 그리고 현장에서 EAV 품질관리를 위한 상한기준(EAVcrt)은 통계적으로 관리를 가정시 6.0 kp로 산정되었다.
4)이의 현장적용 방안은 사용된 바인더와 이 바인더로 배합설계된 혼합물의 160°C 2시간, 180°C 2, 4시간 단기노화 후 AV와 LMS를 측정하여 회귀분석을 수행하고 얻어진 모델로 현장혼합물의 EAV를 추정하여 EAVcrt 초과 여부를 판정할 수 있다. 그리고 이로부터 SLR을 추정하여 적용가능 규정이 있다면 필요 조치를 취할 수 있을 것이다.
5)하지만 이 연구는 한 가지 아스팔트만을 사용한 결과로 노화 품질관리 기준제정을 위한 학문적 근거를 제시하는데 의미가 있으며, 현장적용을 위해서는 추가 재료를 적용한 연구를 통하여 보다 포괄적 데이터에 근거한 실용화 기준을 마련하는 것이 필요할 것이다.
