

1. 서 론
2. 문헌조사
2.1 고점도 아스팔트 바인더의 성상변화
2.2 고점도 아스팔트 바인더의 기준
2.3 고점도 아스팔트 바인더 제조 및 평가 방법
3. 고점도 아스팔트 바인더 시험결과 및 분석
3.1 물리적 특성시험결과
3.2 공용성 등급평가결과
4. 결 론
1. 서 론
저소음 배수성 포장은 포장체의 공극율을 약 20%로 유지하게 만든 혼합물로서 높은 공극율로 빗물을 흡수하여 즉시 배수시키는 배수기능을 가지고 있다. 우수한 배수기능은 우천시나 환경상 물이 고이는 포장에서 표면에서 수막이 형성되는 것을 방지하여 차선마킹(lane-marking)의 시안성을 확보하고, 노면마찰력을 유지시켜 주는 장점이 있다. 공기의 투과성이 우수하여 타이어에 의한 공기 압축이 작아져 교통하중으로 인한 소음을 저하시킨다(Yoon, 2003). 하지만 높은 공극율로 인해 골재-바인더-골재간 부착면적이 일반 아스팔트 포장에 비해 줄어들어 침투수의 유입과 교통하중 재하시 순간적인 내부압력으로 인한 골재-바인더 탈락을 유도하고, 공기와 햇빛으로 인한 자외선의 침투는 바인더의 열화현상을 촉진시켜 내구성을 저하시키기 때문에 저소음 아스팔트에는 고점도 아스팔트 바인더를 사용해야만 한다(Lee, 2019). 저소음 배수성용 고점도 아스팔트는 국내외에 다양한 제품이 존재하나 물리적 특성 및 저온특성 그리고 공용성 특성이 명확히 분류되어 있지 않은 실정이다. 본 연구에서는 국내외에서 생산된 저소음 배수성 포장용 고점도 아스팔트 바인더를 물리적 특성시험과 PG (Performance Grade, 이하 PG)등급 평가 시험을 이용하여 공학적 특성을 조사하고, 일본에서 상용중인 고점도 아스팔트 바인더와 비교분석을 실시하였다.
2. 문헌조사
2.1 고점도 아스팔트 바인더의 성상변화
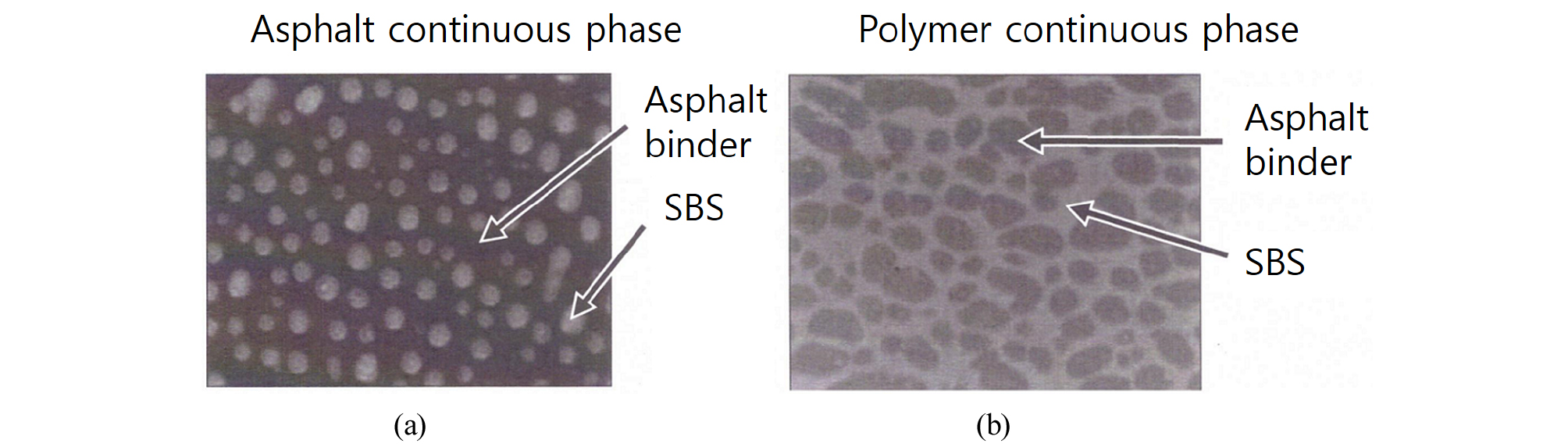
저소음 배수성 포장용 고점도 개질 아스팔트 제조를 위해 사용되는 폴리머 개질제로는 엘라스토머 공중합체인 SBS (styrene-butadiene-styrene, 이하 SBS)가 주로 사용된다. 스트레이트 아스팔트는 주로 말텐 성분과 아스팔텐 성분으로 이루어져 있고, SBS가 적게 첨가될 경우 아스팔트 바인더에 SBS가 분산되어 존재하는 아스팔트 연속상을 나타내나 첨가량이 증가할수록 스트레이트 아스팔트 내 말텐 성분이 SBS에 흡수되어 SBS의 체적이 5~7배로 팽창되고, SBS 내에 아스팔트 바인더 성분이 분산되어 있는 폴리머 연속상을 나타낸다. Fig. 1은 아스팔트 연속상(a)에서 SBS 첨가량이 증가함에 따라 폴리머 연속상이 되는 것을 나타낸 것이다(JMAA, 2007). 또한 선형(Linear)과 방사형(Radial)의 SBS를 부타디엔-스틸렌 비율(Butadiene-Styrene, 이하 BS ratio)과 첨가량을 조절하여 고점도 아스팔트 바인더를 제작, 편광현미경을 통해 관찰한 결과 SBS 내부의 부타디엔 비율과 첨가량이 증가하고 방사형 타입의 SBS일수록 폴리머 연속상이 뚜렷해진다(Schaur et al., 2017).
2.2 고점도 아스팔트 바인더의 기준
Table 1은 일본 개질아스팔트 협회(Japan Modified Asphalt Association,이하 JMAA)의 H-F형과 서울시(Seoul), 국토교통부(Ministry of Land, Infrastructure and Transport, 이하 MOLIT) 및 도로공사 도로교통연구원(Korea Expressway Corporation Research Institute, 이하 KECRI) 저소음 배수성 포장용 고점도 아스팔트의 바인더 기준을 정리한 것이다. 일부 기관을 제외하고는 휨 굴곡 시험을 통한 휨에너지와 휨 스티프니스 기준을 채택한 것을 확인할 수 있다. 휨 굴곡 시험은 한랭지 또는 중차량이 집중되어 통행하는 지역에 터프니스-테너시티 시험 대신 고안된 시험으로서 터프니스-테나시티 시험을 실시할 경우 아스팔트 바인더의 고점도로 인하여 인발파단이 발생하기 전에 아스팔트 바인더가 금속반구로부터 탈구되거나 시험 도중 절단되어 정확한 시험 결과를 얻을 수 없다. 따라서 일반적인 파악력 및 점겸력 시험의 하중-변위곡선은 초기 피크가 분명하여 테나시티를 구하기 위한 접선을 정확히 도식할 수 있으나 고점도 바인더의 경우 접선의 판단이 어렵고, 측정자에 따라 주관적으로 해석이 상이하게 된다(Lee, 1995). 고분자 첨가제의 첨가량이 증가함에 따라 초기에는 터프니스 값이 증가하다 상전이(Phase-transition)가 일어나면 값이 감소하게 되는데 이는 바인더의 응집력이 크게 증가되어 금속반구와의 접착력이 약해져 탈구되기 때문이다. 따라서 정확한 성능을 측정할 수 없으며 혼합물의 칸타브로 손실률과 상관관계를 취할 수 없게 된다. 휨 굴곡 시험을 통해 구할 수 있는 휨 에너지는 고분자 개질제가 첨가량에 비례하여 증가하고, 혼합물의 칸타브로 손실률과도 상관관계가 뚜렷해 저온에서의 고점도 아스팔트 바인더 물리적 특성 평가를 위해 채용되고 있다(JMAA, 2007).
Table 1.
The criteria of high-viscosity asphalt binder
2.3 고점도 아스팔트 바인더 제조 및 평가 방법
2.3.1 고점도 아스팔트 바인더 제조
프리믹스타입 저소음 배수성 고점도 아스팔트 바인더를 생산중인 국내 3곳의 업체로부터 3종의 바인더(PG 82-22, PG 82-28 그리고 PG 82-34)를 제공받았으며, 일본의 1곳 업체로부터 플랜트믹스 타입 저소음 배수성 고점도 아스팔트 바인더를 제공받았다. 플랜트믹스 타입의 경우 PG 64-22 원 아스팔트 바인더에 고분자 첨가제를 IKA사의 T50 호모게나이저와 S50N-G45F 분산툴로 공급사의 제조비율에 맞춰 교반시켰다. 교반시 바인더 가열온도 및 맨틀 유징 온도는 180°C이며, 40분동안 교반속도는 2,000 rpm~5,000 rpm로 용융상태에 맞춰 조절하였다. Fig. 2는 개질제 및 고점도 아스팔트 바인더 제조 장면을 보인 것이고, Table 2는 고점도 아스팔트 바인더 시료정보를 요약한 것이다.
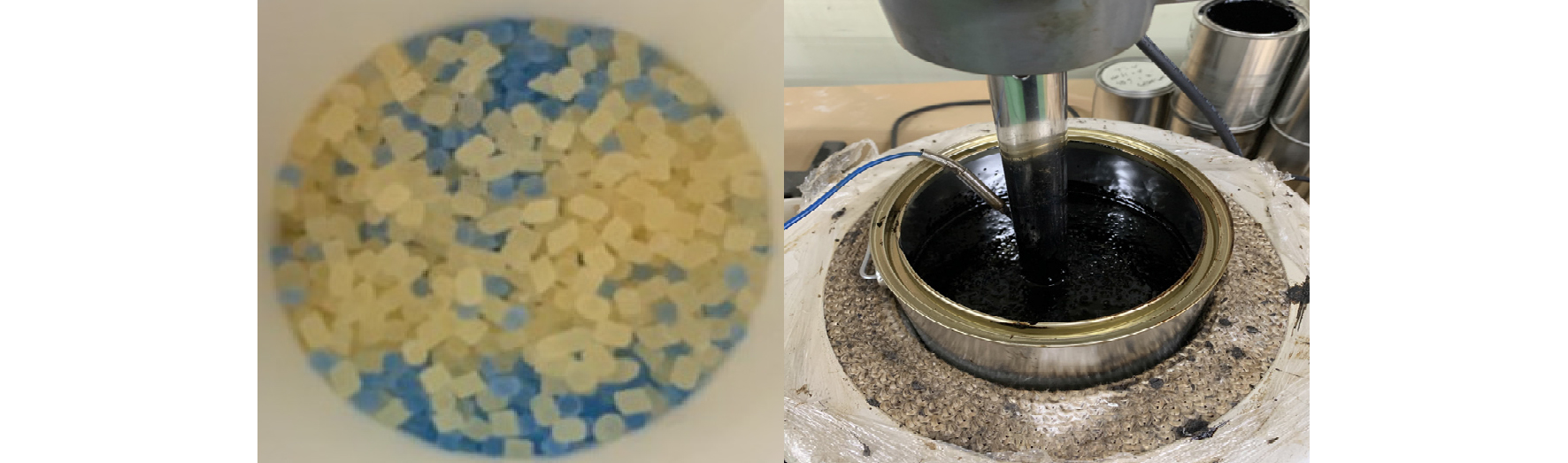
Table 2.
High-viscosity asphalt binder index
| Index | Type | PG | |
| Korea | A | Pre-mix | 82-22, 82-28, 82-34 |
| B | 82-22, 82-28, 82-34 | ||
| C | 82-22, 82-34 | ||
| Japan | D | Plant-mix | 82-22, 82-28, 82-34 |
2.3.2 시험 방법
아스팔트는 온도에 민감한 재료로서 특징을 정확하게 분석하기 위해서는 물리적 시험을 실시해야 한다. 본 연구에서는 침입도 시험과 135°C 점도시험을 통해 아스팔트의 유동에 대한 저항도인 컨시스턴시를 평가하고, 연화점을 통해 아스팔트 상(phase) 변화를 측정하였다. 저온에서의 물리적 특성을 확인하기 위하여 휨 굴곡시험을 통해 휨 스티프니스와 휨 에너지를 측정하였다. Fig. 3은 휨 굴곡시험 장면을 모사한 것이다. 아스팔트는 점탄성재료이기 때문에 변형의 일부는 탄성으로 회복이 되지만, 일부는 점성으로 회복이 불가하다. 따라서 저장계수 G´ 및 손실계수 G˝의 관계를 파악하여 점탄성 거동을 파악하는 것이 중요하다(NAPA, 1996). 회전박막오븐 및 압력노화용기를 통해 바인더의 단기 및 장기노화를 묘사하고 동적 전단레오미터를 통해 점탄성 거동의 복합전단계수 G*와 위상각 δ을 측정함으로서, 포장의 공용온도에서의 아스팔트 성질 변화를 관찰하였다. 특히 바인더별 소성변형 저항성을 살펴볼 수 있는 G*/sinδ와 피로균열 저항성을 살펴볼 수 있는 G*·sinδ를 비교분석 하였다. 밴딩 빔 레오미터 시험을 통해 스티프니스와 m-value를 구하기 위하여 저온에서의 공용성을 살펴보았다. Table 3은 각 시험 방법 및 목적을 요약한 것이다(Kang and Park, 2019). 모든 시험은 JMAAS-01 기준을 적용하였으며, 특히 일본의 고점도 아스팔트 바인더 D와 성능비교를 실시하였다.
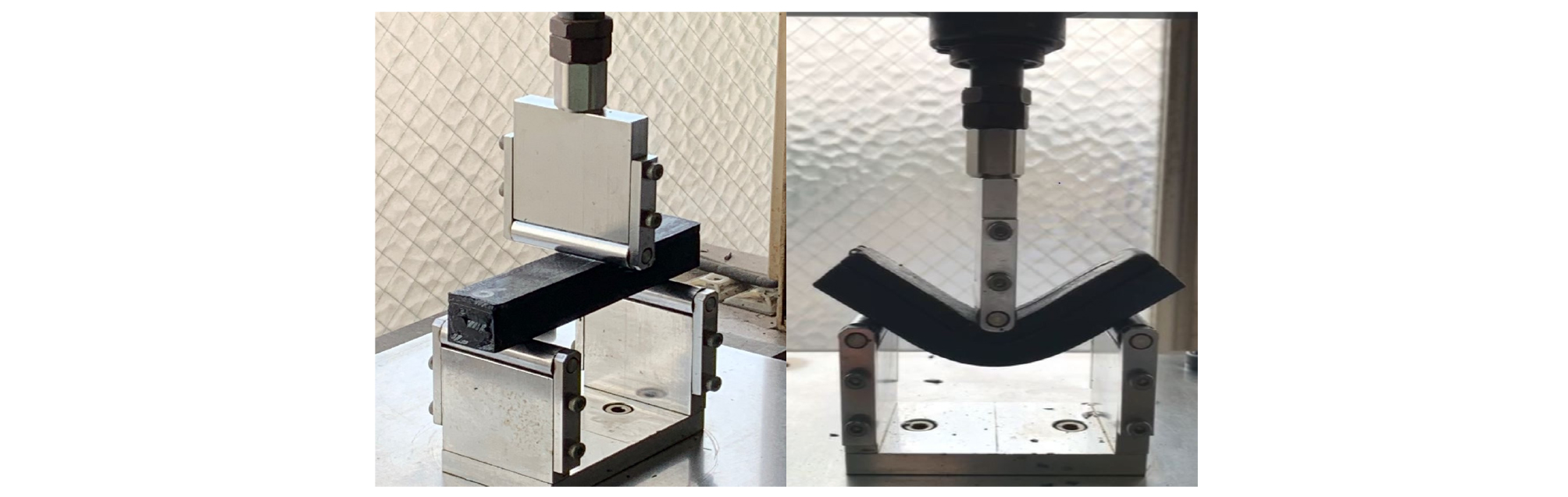
Table 3.
The test methods and objects (Kang and Park, 2019)
3. 고점도 아스팔트 바인더 시험결과 및 분석
3.1 물리적 특성시험결과
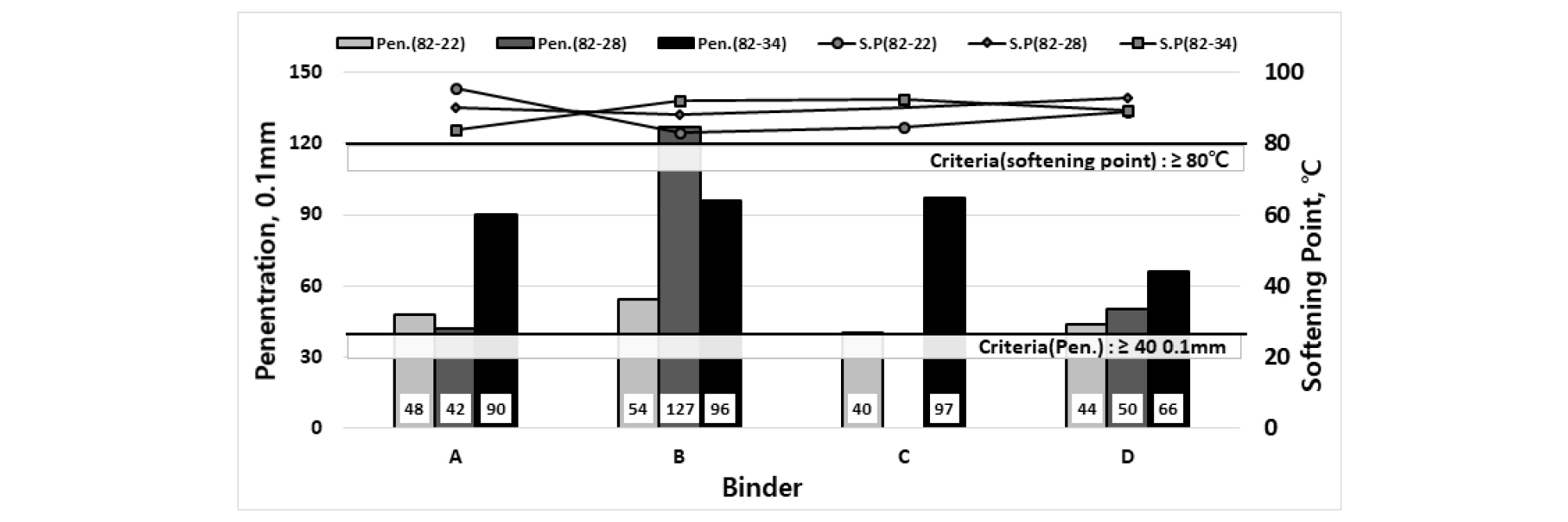
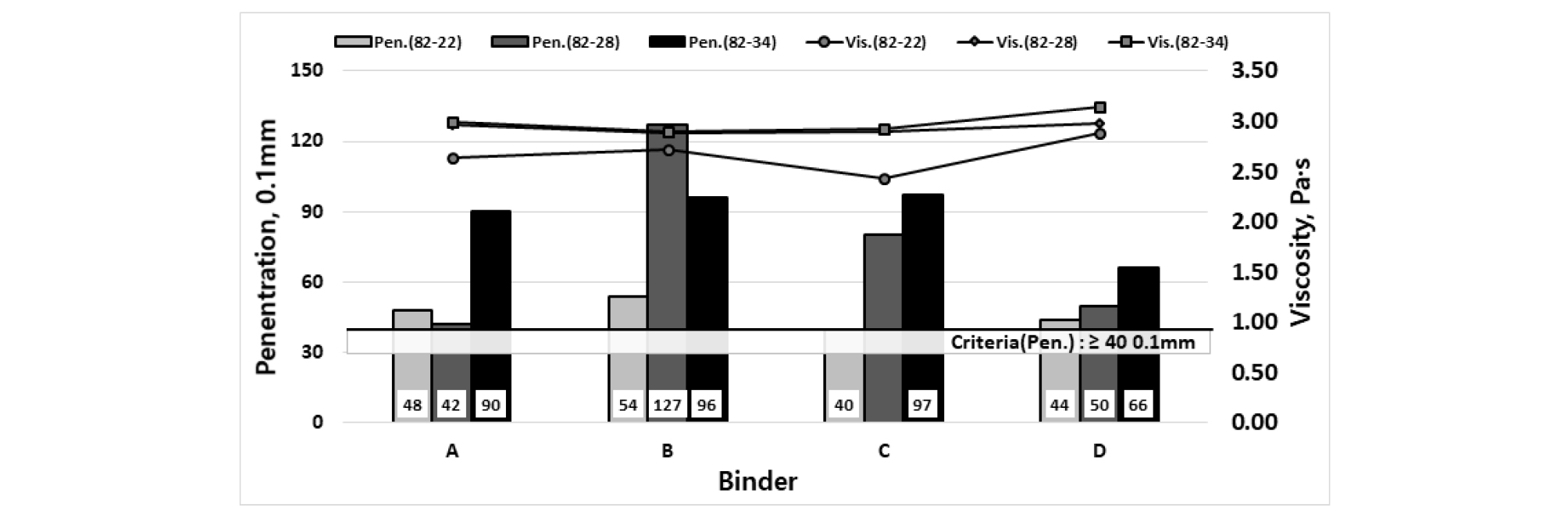
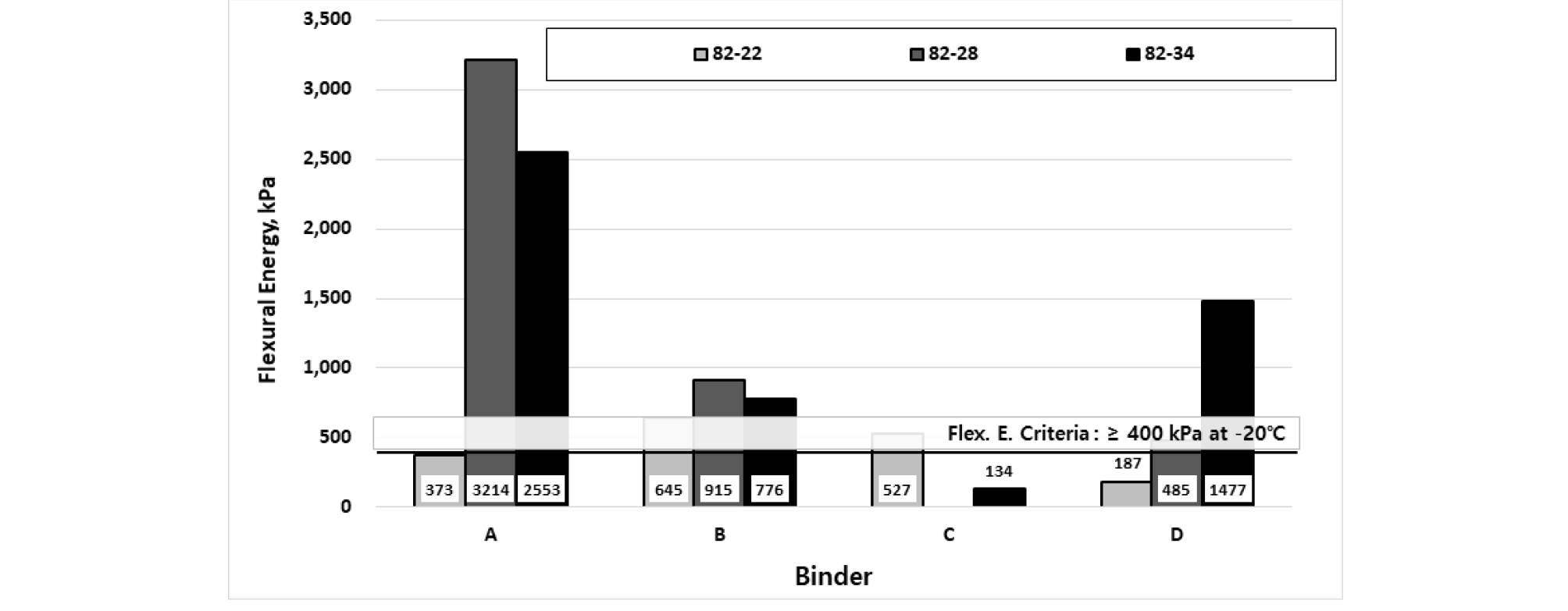
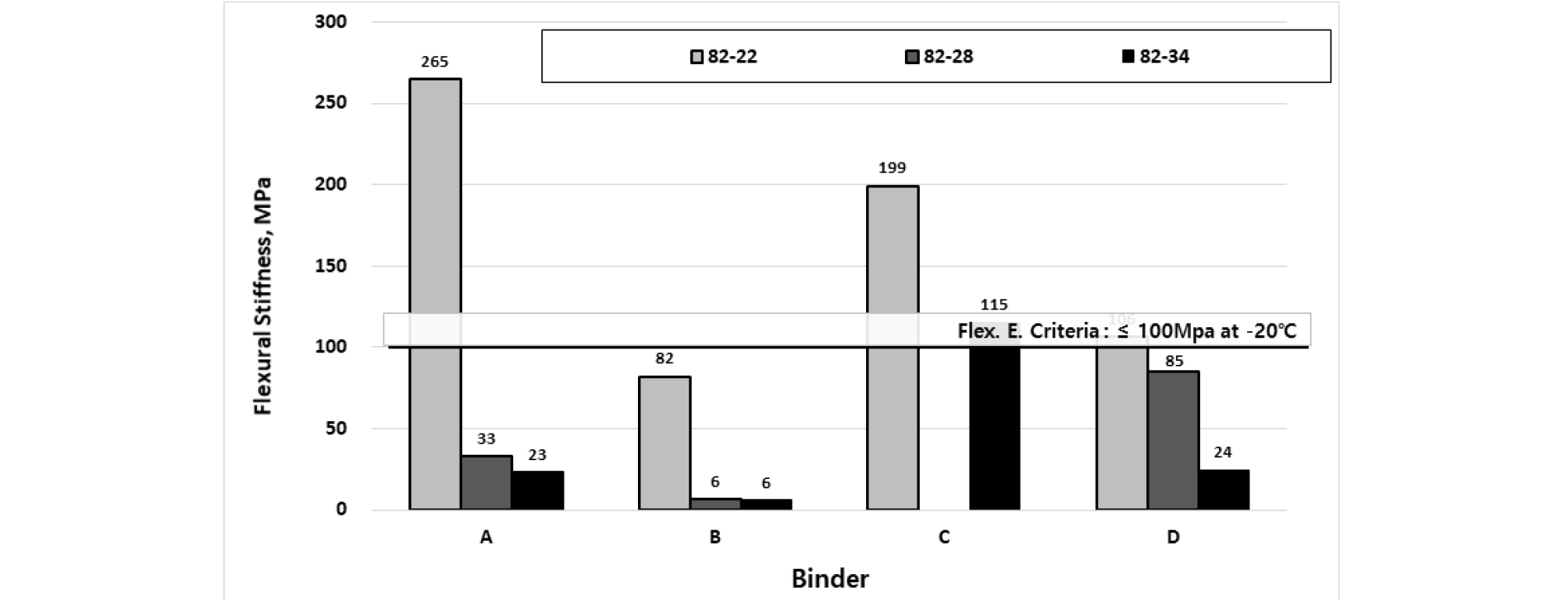
아스팔트 바인더의 컨시스턴시와 온도 민감성을 평가하기 위하여 침입도와 연화점, 점도를 계산하였다. Fig. 4 및 Fig. 5는 침입도와 연화점, 그리고 침입도와 점도를 도식화한 것이다. 침입도 및 연화점은 바인더 종류에 관계없이 JMAAS-01 기준을 만족시켰으며, 특히 연화점의 경우 PG 저온등급에 따른 선형적인 관계는 발견되지 않았다. D사의 경우 PG 저온등급이 내려갈수록 침입도 값이 선형적으로 증가하였다. 회전 점도는 아스팔트 바인더를 고온에서 펑핑 또는 배합할 때의 필요한 워커빌리티를 평가하기 위한 지표로서 바인더 D의 PG 82-34의 경우를 제외하고는 국내 기준인 3 Pa·s를 만족시켰다. 이는 일본의 아스팔트는 PG 등급으로 아스팔트를 분류하지 않고 점도 및 침입도로 아스팔트 등급을 분류하기 때문에 발생하는 차이인 것으로 해석된다. Fig. 6 및 Fig. 7은 -20°C에서 실시한 휨굴곡 시험결과를 나타낸 것이다. 일반적으로 포장이 저온수축균열에 저항하도록 하기 위해서는 아스팔트의 스티프니스를 감소시켜야 한다(NAPA, 1996). A사 및 D사의 PG 82-22는 휨에너지 및 휨스티프니스가 기준을 만족시키지 못하고 있으나 저온등급이 낮은 제품은 기준을 만족하는 것으로 나타났다. B사의 바인더는 PG 등급에 관계없이 모든 기준을 만족시키는 것으로 나타났으며 특히 PG 저온등급에 관계없이 가장 낮은 휨 스티프니스를 가짐으로서 저온수축균열 저항성이 가장 높은 것을 확인하였다. 같은 PG등급이라 하더라도 -20°C에서 바인더 별 휨에너지 및 휨 스티프니스가 차이가 발생하는 이유는 각 제조사별 사용하는 개질제의 성분 및 첨가량이 상이할 뿐더러 국내에서는 -10°C에서의 값을 기준으로 하기 때문에 기준온도에서의 바인더 물성치 세팅차이가 영향을 미친 것으로 해석된다.
3.2 공용성 등급평가결과
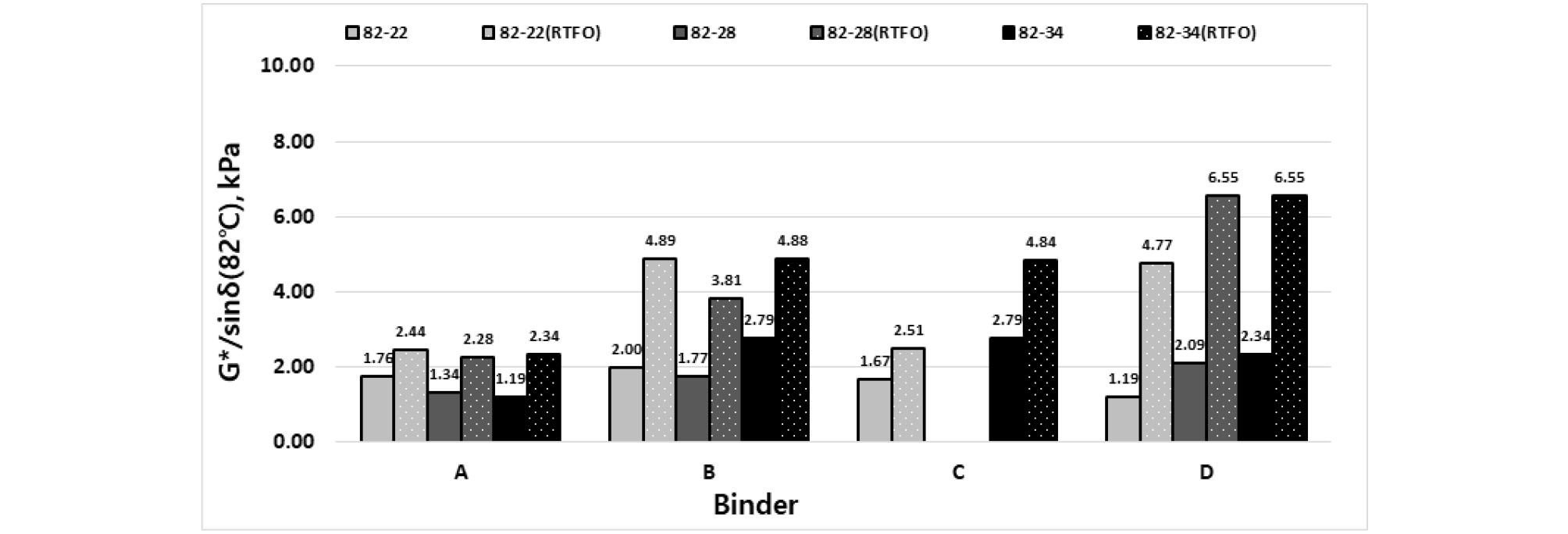
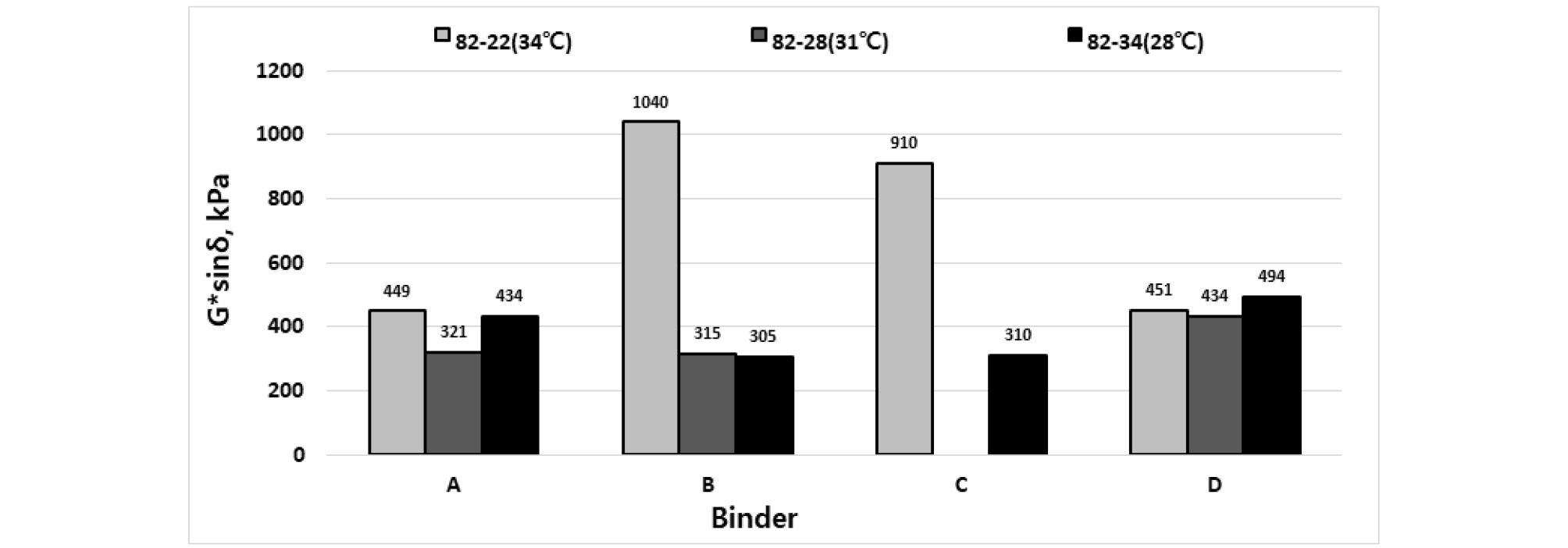
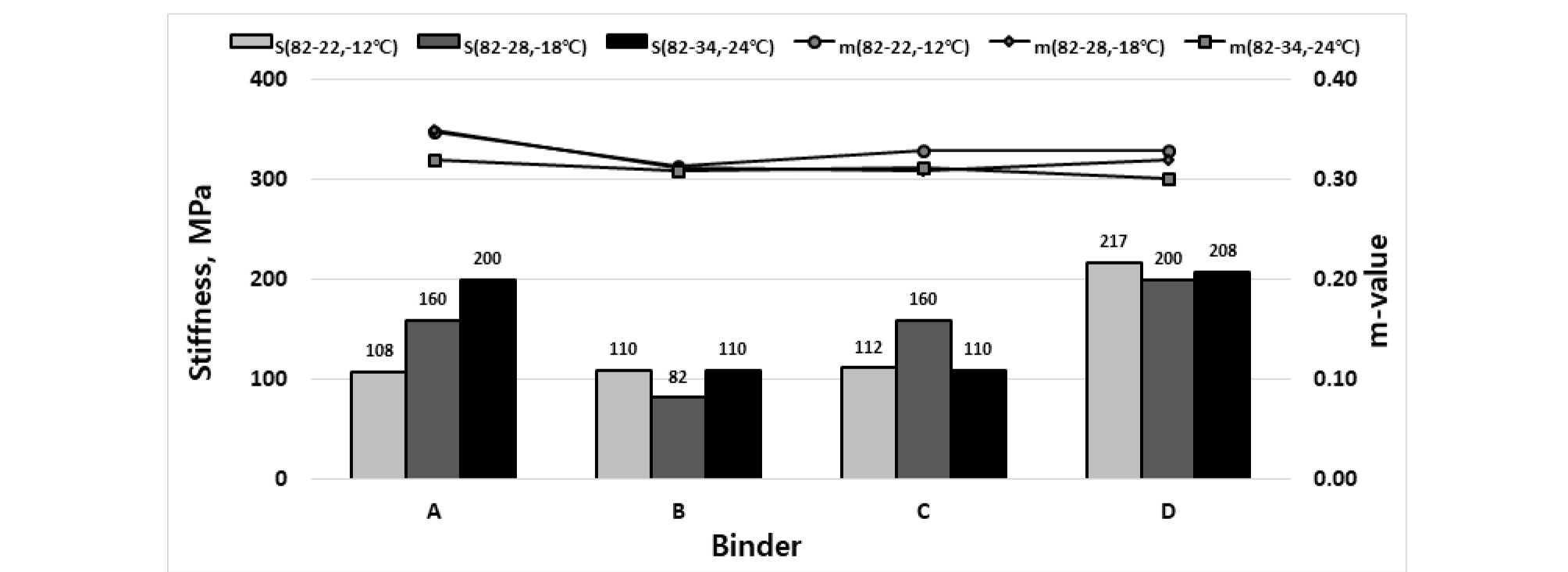
노화 전 아스팔트 바인더와 단기노화 및 장기노화 후 복합전단계수 G* 와 위상각 δ를 통해 아스팔트의 소성변형, 피로균열에 대한 저항성을 파악하였다. Fig. 8~Fig. 10은 아스팔트 단기 및 장기 노화후의 G*/sinδ 및 G*sinδ 그리고 스티프니스와 m값을 나타낸 것이다. 아스팔트 바인더가 소성변형에 대한 저항성이 크려면 복합전단계수 G*가 크고, 위상각 δ가 작아야하며, 피로균열에 대한 저항성이 크려면 복합전단계수 G*과 위상각 δ가 작아야한다(Bahea and Anderson, 1995). 일본 D사의 모든 고점도 아스팔트 바인더는 단기 및 장기 노화 후 발생하는 분산에너지가 가장 적어 소성변형 및 피로균열에서 가장 우수한 것으로 나타났다. 국산 바인더의 경우 단기노화에서는 B사의 바인더가, 장기노화에서는 A사의 바인더가 각각 소성변형 및 피로균열에 가장 우수한 것으로 나타났다. 밴딩 빔 레오미터를 통해 계산하는 스티프니스 및 m값은 바인더 종류에 관계없이 기준을 만족시켰으며, 뚜렷한 상관관계는 나타나지 않았다.
4. 결 론
본 연구는 저소음 배수성 포장용 고점도 아스팔트 바인더의 공학적 특성을 분류하기 위하여 국내 제조사 3곳과 국외 제조사 1곳(일본)으로부터 3종의 PG등급(82-22,82-28 그리고 82-34)를 공수하여 물리적 특성시험과 공용성등급평가 시험을 실시하고 다음과 같은 결론을 도출하였다.
1.물리적 시험은 모든 바인더가 만족스러운 결과를 보였으나 고점도 아스팔트 바인더의 공학적 특성을 분류하기에 변별력이 부족하였다.
2.고점도 아스팔트 바인더의 저온 특성을 나타내는 푸라스 취하점 및 휨 굴곡시험은 바인더 종류에 따라 휨에너지 및 휨 스티프니스에서 큰 차이를 보였으며 특히 PG 저온등급이 내려갈수록 휨 에너지 및 휨 스티프니스가 개선되는 것을 확인하였다.
3. 복합전단계수 G*, 위상각 δ, 스티프니스 및 m-value를 비교분석한 결과 일본 D사의 모든 고점도 아스팔트 바인더가 소성변형 및 피로균열에서 가장 우수한 것으로 나타났다.
4.고점도 아스팔트 바인더의 경우 일반적인 아스팔트 바인더의 점탄성특성보다는 개질제 첨가로 인한 폴리상의 탄성특성이 강해지기 때문에 선형 점탄성특성을 나타내는 PG등급 성능표시와 함께 저온특성의 시험(푸라스 취하점 및 휨 굴곡 시험)을 추가하여 저온 균열에 대한 성능 및 특성을 확인하는 것이 적합한 것으로 나타났다.
